- Сварка алюминия без сварочного аппарата горелкой
- Как паять алюминий
- Шаг 1: Купите правильный прут для пайки алюминия
- Шаг 2: Очистите детали по месту соединения
- Шаг 3: Пайка алюминия
- Как варить алюминий инвертором без аргона
- Сварочный инвертор для сварки алюминия
- Соединение проводов сваркой
- Как паять алюминий без аргона
- Преимущества и области применения
- Инструкция по использованию
- Полезные хитрости
- Методы сварки алюминия в домашних условиях
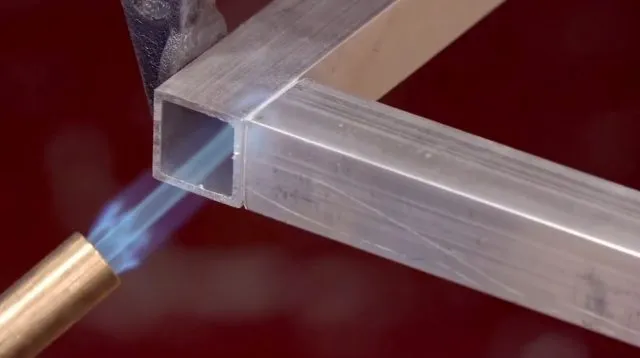
Использование горелки и припоя Касталин — это быстрый способ соединения алюминия без использования сварки. Это делает очень прочную связь и с небольшой практикой можно быстро сделать с великолепными результатами.
Сварка алюминия без сварочного аппарата горелкой
Если обрабатываемая работа требует металлообработки, рекомендуется использовать алюминий, где это необходимо. Это объясняется тем, что для сварки алюминиевых аксессуаров не требуется сварочное оборудование. Требуется только пропановое пламя.
Алюминий легок и достаточно устойчив к небольшим нагрузкам и деформации. Работать с алюминием также легко, так как это мягкий металл и поэтому легко поддается резке. Из алюминия можно делать многие вещи, которые можно делать с другими металлическими материалами.
Как «сварить» алюминий без сварочного аппарата — сделайте это так, как показано на видео. Требованием к алюминию является его низкая температура плавления. Это облегчает сварку с использованием только одного пропанового пламени.
Алюминиевые стержни начинают плавиться при температуре 700°C, что делает их идеальным сварочным материалом для соединения алюминиевых деталей. Благодаря ведущему YouTube The Mechanic’s Diary.

Использование касталинового пламени и клеящих материалов является простым способом соединения с алюминием без сварки. Он создает очень прочное соединение и может быть выполнен быстро с отличными результатами.


Касталинская связка — это алюминиевая труба, которая плавится при температуре 300-400°C. Внутри есть поток.





Ведущий сделал несколько предупреждений. На самом деле, в сварном шве присутствует пыль — поток.
Как паять алюминий
До недавнего времени я не понимал, насколько легко сваривать алюминий с помощью пропанового пламени. Горелка, которую я использую, имеет широкое пламя, которое было бы неэффективно для нагрева конкретной зоны сварки. Большое носовое пламя было бы лучше. В любом случае, если у вас есть пропановое пламя и сварочный пруток, вы можете сварить алюминий. Все это можно найти в местном хозяйственном магазине.
Шаг 1: Купите правильный прут для пайки алюминия
Вы найдете сварку алюминия в тех же областях, где все предназначено для сварки лука. Рабочая температура моих удилищ составляет 370-400 градусов Цельсия. Пламя пропана горит достаточно жарко, чтобы справиться с задачей.
Шаг 2: Очистите детали по месту соединения
Каждый раз, когда металл плавится, его всегда лучше очистить. Я использую проволоку на обеих поверхностях. Теперь аксессуар готов к нагреву.
Шаг 3: Пайка алюминия
Применяйте пламя к составу, пока он не станет достаточно теплым, чтобы расплавить стержень. Если он попадет на конец стержня, он должен расплавиться. Если нет, попробуйте нагреть состав еще раз. Вы хотите, чтобы металл, а не пламя, расплавил стержень. При охлаждении образуется прочное соединение. См. последнюю фотографию, где я пытался разбить соединение в тисках. Металл гнется, прежде чем сломаться. Источник.
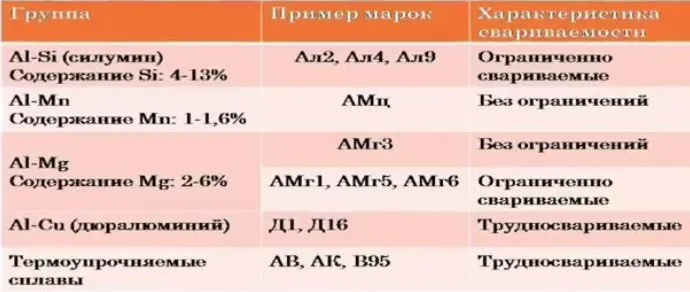
Чтобы получить крепкие и долговечные суставы, необходимо использовать электроды строго по назначению. Для этого определите тип свариваемого алюминиевого сплава.
Как варить алюминий инвертором без аргона
Первоначально для сварки лука приобретаются специальные алюминиевые электроды. В этой статье вы можете ознакомиться с расплавленным прутком для соединения алюминиевых сплавов.
Сварка алюминия инверторами производится непрерывным током с обратной полярностью (+ при приеме электрода). Для электродов диаметром 3,2 мм сварочный ток регулируется до 80-100а.
В алюминиевых сплавах электродоприемник располагается под прямым углом (90°). Процедура проводится с помощью короткой дуги.

Примечание: Алюминиевые электроды горят в три раза быстрее обычных электродов и поддерживают нужную скорость.
Кромки должны быть обрезаны на металле толщиной более 5 мм. V-образные склоны нарезаются под уклоном 45-60°.
Перед сваркой изделия нагреваются до 150-200°C газовым пламенем для сушки. Электроды также просверливаются в печи в соответствии с инструкциями производителя.
Соединение не получится, если не нагреть алюминиевые детали или не высушить расплавленный пруток.
Когда изделие нагревается, видно, как вода выступает на поверхности и испаряется.
Изделия укладываются с техническим зазором от 1 до 2,5 мм, в зависимости от толщины листа.

Оксидная пленка удаляется металлической щеткой из нержавеющей стали (абразивные инструменты не рекомендуются, абразивные частицы создают дефекты в составе).
После подготовки инвертор приваривается к алюминию. После каждого прохода, если металл толстый, пуля удаляется молотком. Сварка с пулей не производится. Электроды из алюминиевого сплава должны быть очищены в сторону при продолжении процесса.
Алюминиевые сплавы различают на твердые и легкосвариваемые. В таблице ниже приведены функции сварки.
Сварочный инвертор для сварки алюминия
Инверторные сварочные аппараты для сварки алюминия выпускаются различных марок и модификаций. Было исследовано использование электродуговых двигателей. На практике также используются полуавтоматы и компоненты защитного газа.
В этой статье описано, как научиться сваривать алюминий аргоном.
Соединение проводов сваркой
Как сваривается алюминиевая проволока? Суть технологии проста: проволока приваривается к алюминиевому проводу.
- снять с проводов изоляцию;
- сделать скрутку;
- подрезать скрутку (провода на одном уровне, длина более 30 мм);
- нанести флюс для удаления оксидной пленки.
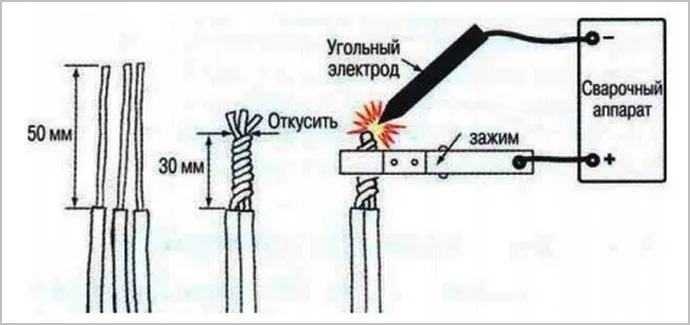
Для соединения приобретаются графитовые или угольные и проточные электроды. Расход представляет собой белый порошок, который разводится водой до молочно-белой консистенции и наносится кистью или окунанием. Поток удаляет оксидную пленку и препятствует сцеплению угольных электродов.
Соединение осуществляется без бантика, просто удерживайте электрод вблизи скрутки в течение 1-2 секунд. Установите ток в блоке преобразователя на 20 A
Концы электродов необходимо время от времени очищать от шлака и соли. Перед выполнением сложного задания рекомендуется потренироваться.
После работы протрите алюминиевый шов растворителем, лаком и изоляцией.
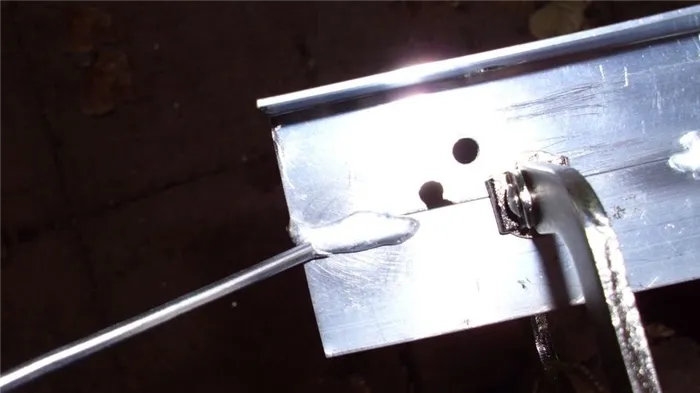
Мой первый опыт сварки этого металла в медленных условиях. Сварка толстых листов. Закрепите детали с помощью резьбовых зажимов. Негатив на нижней пластине. Далее, на электроде.
Как паять алюминий без аргона
Для сварки алюминия наилучшего качества дуговая сварка выполняется медленнее. Однако этот метод требует как дорогостоящего оборудования, так и высококвалифицированных сварщиков и зачастую не всегда соответствует действительности. Кроме того, это сварочное оборудование очень громоздкое и не разрешено для использования в некоторых местах. В этой статье описаны альтернативные и более дешевые методы сварки алюминия без использования сырой нефти.
Сварка HTS-2000 или Kastrin 192 представляет собой сплав цинковых труб с центральным сплошным потоком, что делает сварку быстрой и легкой. Сварка является высокотехнологичной и специально разработана для восстановления алюминиевой детали. Сварка не требует использования высоких технологий.
Все, что необходимо для восстановления алюминиевой детали, — это сварной шов и сама сварочная линза.
Преимущества и области применения
- Прост в применении и не требует высокой квалификации;
- Высокая скорость пайки;
- Температура плавления ниже чем у алюминия;
- 100% металлическое соединение как при сварке;
- Незаменим в «полевых» условиях;
- Паяльный шов по прочности не уступает сварке;
- Не подвержен коррозии и не имеет срока годности;
- Для работы подойдет любой источник тепла;
- Используется при ремонте любых изделий из алюминия: радиаторов, двигателей, велосипедных рам, профилей, кузовов, трубопроводов, арматуры, топливных баков, картеров и т.п.
Инструкция по использованию
Шаг 1. Важно: Перед началом работы обработанную алюминиевую поверхность необходимо очистить от оксидной пленки. Обычно используется лезвие или щетка из нержавеющей стали (кабельная щетка).
Шаг 2: Нагрейте рабочую поверхность алюминиевого образца (не сам сварочный пруток) до 200°C.
Совет: Нагрев свариваемого алюминия приводит к появлению на поверхности оксидной пленки, которую можно перевернуть для лучшего провара.
Нагрев открывает структурные поры в рабочей поверхности, позволяя сплаву легче проникать в металл.
Шаг 3. После достижения нужной температуры сварки, как можно ровнее притрусите рабочую поверхность, пропустите стержень через отверстие и потяните шов к краю, как мыльный раствор.

Сварной шов имеет достаточное поверхностное натяжение, чтобы легко заделывать отверстия до 1 см без дополнительной заделки.
Совет: Чтобы предотвратить повторное появление оксидной пленки под слоем клея, следует снова провести по поверхности кистью (стальным стержнем) с пламенем, сохраняя при этом жидкость. В этот момент клей проникнет в поры металла.
Шаг 4: Если необходимо соединить несколько деталей, сначала лудите две поверхности отдельно, затем соедините оба элемента и нагрейте их, после чего соедините их с помощью абразивных движений.
Шаг 5: После завершения сварки дайте алюминию остыть естественным образом, без использования воздуха или воды для ускорения охлаждения.
Важно помнить, что чем толще и компактнее материал, тем больше времени потребуется для достижения нужной температуры при сварке алюминия.
Сварка алюминиевых деталей с помощью инверторов осуществляется с использованием токов обратной полярности при низких положениях сварки. Это связано с необходимостью поддерживать высокую скорость потока расплава и высокую скорость вращения электродов.
Полезные хитрости
Учитывая эти трудности, было проведено большое количество испытаний и экспериментов, чтобы найти лучший сварочный процесс для сварки алюминия с хорошим качеством шва. Подготовка поверхности также очень важна. Некоторые советы и рекомендации для начинающих сварщиков алюминия
Оксидная пленка может быть удалена механически или химически. В первом случае его удаляют с помощью наждачной бумаги, шлифовальной машины с зачистным диском или дрели со щеточной насадкой. Для небольших участков подходят шлифование и ручная шлифовка. Для больших операций подходят диски или сверла. Оксиды химически удаляются путем обработки щелочным раствором. После очистки и сушки поверхность необходимо обработать непосредственно перед сваркой, так как при контакте с воздухом окислы могут образовываться вновь.
При сварке тонкой фольги количество ожогов можно уменьшить, подложив под нее медную пластину. Материалы не свариваются вместе (их можно легко разъединить), а медь поддерживает расплавленный алюминий, чтобы сварочная ванна не разрушилась под его весом. Кроме того, медь поглощает часть температуры, уменьшая деформацию конструкции.
Убедитесь, что заготовка расположена на столе ровно и горизонтально. Наклон затрудняет сварку, так как металл стекает.
Алюминий толщиной 4 мм сваривается с предварительно обрезанными кромками. Для этого используется один файл в одном случае. Стыки должны располагаться под углом 45°. Для больших деталей лучше всего использовать шлифовальный круг диаметром 6 мм. Edge V подходит для соединения алюминиевых пластин толщиной 4-7 мм. По мере увеличения толщины детали создается Х-образный разрез, образуя шов с обеих сторон.
Толстые секции толщиной не менее 5 мм должны быть предварительно нагреты. Это можно сделать с помощью газовой горелки, факела или пламени. Нагрев обеспечивает равномерное распределение температуры и снижает вероятность образования трещин и локальной деформации.
Методы сварки алюминия в домашних условиях
Алюминий можно сварить для дома или гаража, используя деталь, покрытую неплавящимся электродом, оснащенную преобразователем MMA, полуавтоматом MIG или преобразователем TIG. Давайте рассмотрим суть каждого метода и то, что необходимо для его применения.

Суть метода — Сварка производится обитым электродом, закрепленным на опоре. Лучина горит между концом электрода и куском алюминия. Жезл плавится и наполняет авторитет. В то же время края плавятся. Покрытие электрода горит, выделяя дым и защищая сварочное озеро от инородных тел.
Для применения метода необходим преобразователь ММА, вырабатывающий непрерывный ток, и алюминиевый электрод. Однако MPA-сварка алюминия возможна только при толщине 3 мм и более. На тонких участках неизбежен ожог. Подходит для нереактивных структур. Трудно воспламенить луки, ресурсы, шишки, накладки и интенсивное рассеивание металла. Здесь трудно отделить оставшуюся шкалу. Этот метод можно использовать для усиления алюминиевых конструкций, где нет серьезных требований к прочности сварки.
Сварочное озеро после исчезновения лука покрывается плотным слоем шлака, поэтому рекомендуется сохранять лук, не снимая его. Зажигание дуги может быть затруднено. Важно хорошо очистить сварочный шлак. В противном случае под ним возникнет коррозия.
Электрозеркала управляют факелом. Резак одновременно подает проволоку и газ. Проволока выступает в качестве электрода для стимулирования дуги и действует как присадка. Газ защищает сварочное озеро от контакта с внешней средой. Полуавтоматическая сварка алюминия в бытовых условиях требует
-
с горелкой и кабелем массы для алюминия с защитным газом (аргон или смесь с гелием) для подключения баллона к аппарату
Сварочный полуавтомат

Алюминиевая сварочная проволока

Оборудование для газовой резки

Необходимы ролики с U-образными канавками в подающем устройстве. Важно, чтобы они не были вырезаны, чтобы не повредить кабель. Канал пламени заменен тефлоновым каналом, а диаметр выходного отверстия сопла увеличен. Если полуавтомат не модернизирован, расходные материалы начинают блокироваться, и сварка становится невозможной. После каждого прерывания дуги конец пламенной проволоки необходимо зажевать бокорезом. В противном случае диэлектрический шар затруднит следующее зажигание.
Метод сварки алюминия MIG обеспечивает повышенную производительность. Существуют непрерывные сварные швы любой длины. Трубы и ровные круговые швы свариваются легче. Этот метод подходит для создания водонепроницаемых соединений и сборки профильных конструкций. Однако швы получаются ненормальными, и внешний вид изделия требует дополнительной обработки.
Полуавтоматическая сварка алюминия может осуществляться с помощью инверторов MIG с различными функциями, от которых зависит качество сварного шва. Стабильные модели тока позволяют сваривать нерегулярные структуры. Полуавтоматические двигатели AC/DC производят более качественные сварные швы, поскольку переменный ток изменяет направление электронов и разрушает оксидный слой.