- Технология сварки полуавтоматом для новичков: первый опыт
- Сварочный полуавтомат: принцип работы
- Сварка полуавтоматом: первый опыт
- Баллон с редуктором
- Защитная маска
- Описание процесса
- Какие материалы следует использовать в работе
- Сила тока и напряжение
- Особенности и режимы данного вида соединений
- Характеристика углекислотной сварки
- Технология сварки СО2
- Технология процесса
- Преимущества
Используя защитный газ при полуавтоматической сварке, можно сваривать алюминиевые детали таким способом. Сварка алюминия — сложный процесс даже для опытных сварщиков, а для начинающих сварщиков он может быть еще сложнее.
Технология сварки полуавтоматом для новичков: первый опыт
Сварка металла может осуществляться с помощью лазерного луча, пламени факела или существа, но одним из самых простых и компактных вариантов устройства для выполнения этого вида работ является полуавтомат.
Таким образом, чтобы обеспечить максимально возможную гладкость металла шва и защитить его от окисления, сварку металлов лучше всего выполнять в защитном газе.
Для новичков ручная полуавтоматическая сварка представляет сложность только в первые несколько минут. Чтобы процесс обучения проходил как можно быстрее, следует заранее изучить основные правила обращения с такими устройствами.
Сварочный полуавтомат: принцип работы
Чтобы не загубить аппарат при использовании полуавтоматического сварочного аппарата. Вы также должны быть ознакомлены с инструкциями по технике безопасности и правилами эксплуатации машины, чтобы избежать травм.
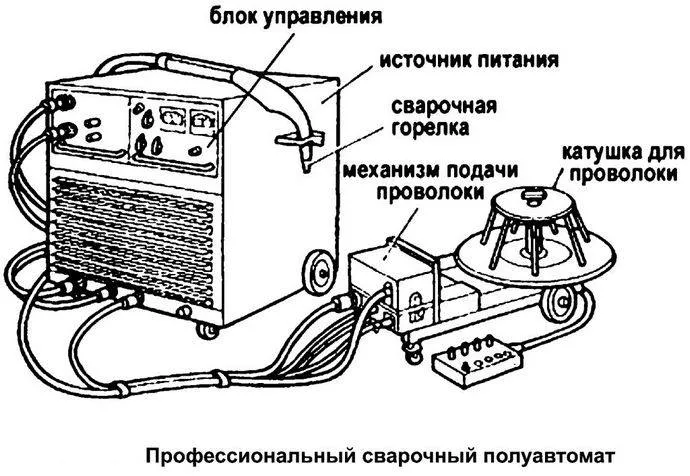
Сварочный полуавтомат состоит из
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
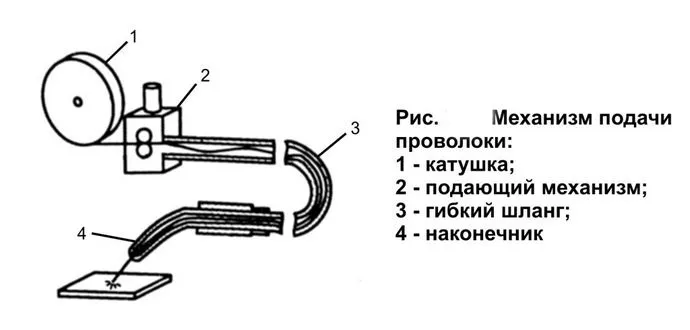
- механизма подачи проволоки.
Полуавтоматическая сварка также требует приобретения шпули со специальной сварочной проволокой и баллона с углекислым газом.
Сварочный полуавтомат начинается с
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основными правилами безопасности при работе со сварочными полуавтоматами являются
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
После понимания основных принципов работы сварочных полуавтоматов можно приступать к практической работе.
Сварка полуавтоматом: первый опыт
Для приобретения практического опыта рекомендуется начать с небольшого количества металлолома, прежде чем приступать к самым сложным задачам, требующим высокого уровня подготовки.
К практической работе нужно быть готовым.
Первое, что необходимо сделать, это отрегулировать электрослизь. Правильно отрегулированная интенсивность мощности позволяет получить идеально прямые сварные швы без трещин.

Перед началом работы важно ознакомиться с руководством по эксплуатации, так как этот параметр зависит от толщины свариваемого металла. Здесь должна быть указана мощность — рекомендуемый ток для толщины свариваемого аксессуара.
Вы также должны выбрать правильный источник питания провода, который управляется механизмом.
Оптимальный диаметр проволоки для сварки составляет 0,8 мм, но для очень тонких металлов электрод может быть отрегулирован до 0,6 мм, позволяя металлу уменьшаться по мере уменьшения электрода без амортизации ARC.
По возможности рекомендуется приобретать итальянскую проволоку для сварки в полуавтоматах. Соответствующая импортная продукция отличается высоким качеством, но имеет многократную стоимость.
Несмотря на высокую стоимость, такие электроды подходят для начинающих. Это объясняется тем, что так легче добиться желаемого результата даже при небольшом опыте работы с электроскопическими аппаратами или его отсутствии.
Баллон с редуктором
Защитный газ используется для защиты точки кислородной сварки. Самый дешевый способ использования защитного газа — купить баллон с углекислым газом и редуктором давления.
Контроль давления газа должен быть установлен с редуктором давления. Для контроля давления подачи газа, достаточного для сварки металла защитного газа на уровне около 0,2 бар, необходимо установить редуктор давления и манометр.

Защитная маска
Чтобы защитить зрение, выполняйте сварку только полуавтоматическими сварочными аппаратами в защитной маске. Хамелеоны. Современные изделия имеют специальную конструкцию, позволяющую регулировать защитный механизм таким образом, чтобы адекватная защита обеспечивалась только при сгорании лука.
Когда плазменное пламя гаснет, стекло маски становится достаточно прозрачным, чтобы продолжать работу без необходимости снимать защитное устройство. Такие сварочные маски особенно полезны для новичков. В старых моделях защитное стекло было настолько закрыто, что процесс сварки становился очень неудобным из-за плохой видимости сварного шва после устранения ARC.

Особенностью полуавтоматической сварки является автоматическая подача присадочного материала — сварочной проволоки. В следующих разделах объясняется, как правильно сваривать полуавтоматы в углекислом газе и почему использование защитного газа улучшает качество сварного шва.
Описание процесса
Сварочные полуавтоматы предназначены для соединения металлических конструкций в промышленном производстве. Основная цель — обеспечить непрерывную подачу проволоки в зону активного носа и позволить оператору перемещать пламя вдоль стыка заготовки. Скорость подачи проволоки регулируется вручную.
В зависимости от степени защиты зоны сварки от воздействия окружающей среды различают аппараты с полуавтоматическими двигателями с проточным сердечником, газовым сердечником и специальной проточной проволокой. В первом случае поток включается в провод и редко используется в самодельных устройствах из-за своей высокой стоимости. Газовая сварка является наиболее распространенной, и использование проволоки с проточным сердечником обычно сочетается с использованием газовой защиты.

Это оборудование используется в промышленности для сварки конструкций с тонкими стенками. кузова автомобилей, а сварка полуавтоматами — чистая и малозаметная.
Какие материалы следует использовать в работе
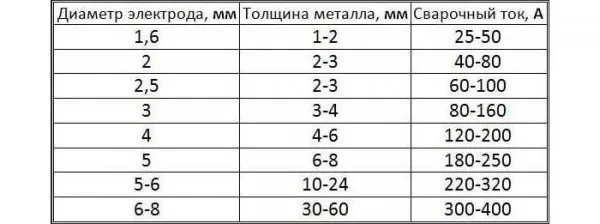
Расходные электроды представляют собой проволоку диаметром в диапазоне 0,5-3,0 мм и напрямую зависят от толщины свариваемой конструкции. Чем меньше диаметр, тем больше свариваемая деталь, тем больше сила тока. Это примерно 100 ампер на каждый дополнительный миллиметр.
Защитный газ в баллоне используется в чистом или смешанном виде — в зависимости от процесса сварки и типа свариваемого металла. Медленка чаще всего используется в промышленности в чистом виде, так как занимает первое место по стоимости.
Сила тока и напряжение
Поставляемая мощность зависит от КПД, а регулировка тока основана на размере диаметра используемой электродной проволоки с учетом толщины детали. Чем выше сила тока, тем глубже провар. Скорость проволоки оказывает значительное влияние на общий процесс сварки.
Напряжение напрямую связано с током и может быть отрегулировано путем изменения холостого хода источника питания. При увеличении напряжения ухудшается газовая защита, а целостность и однородность сварного шва снижается, так как увеличивается дисперсия металла. Глубина сварки также уменьшается, и практика показывает, что в полуавтоматических процессах обработки деталей используются более высокие и более низкие напряжения.
Для серийного производства используются стационарные двигатели. Портативные полуавтоматические агрегаты более удобны для работы дома и в полевых условиях. Переносные устройства перемещаются на колесную раму.
Особенности и режимы данного вида соединений
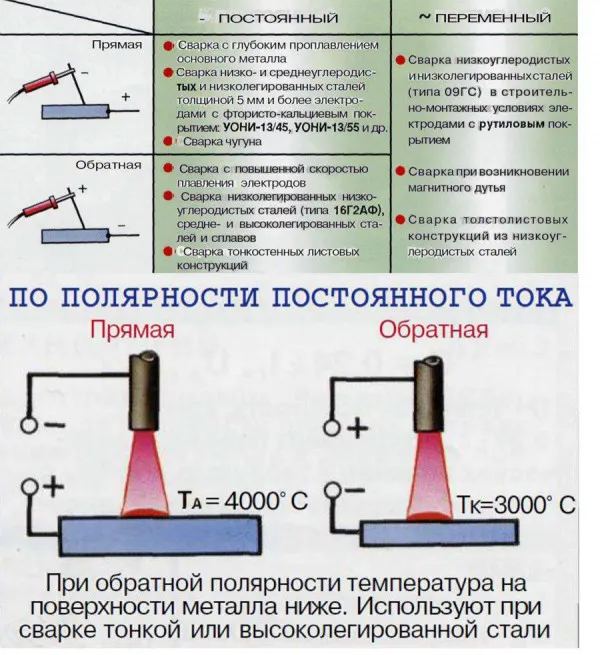
Полуавтоматическая сварка в углекислом газе идеально подходит для начинающих. Главной особенностью этого метода является использование непрерывного реверсивного тока. Это позволяет поддерживать лук. С другой стороны, использование немедленной полярности увеличивает риск потери дуги и отрицательно сказывается на качестве сварного шва.
Работая с обратной полярностью, можно избежать повреждения электрода. Если металл поверхностный, предпочтительнее использовать прямую полярность, тогда выход в 1,5-2 раза выше.
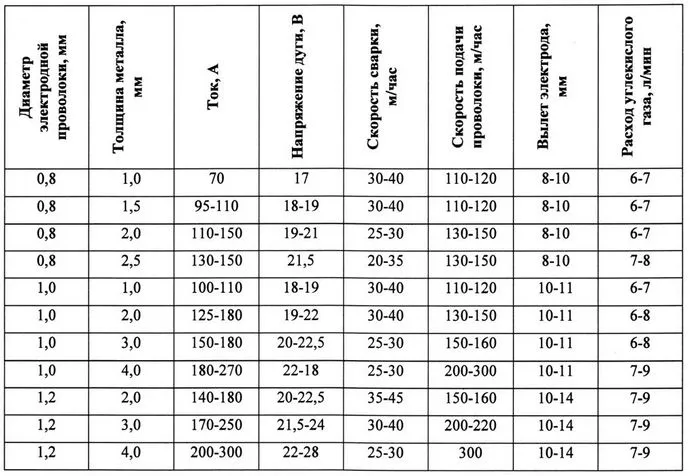
Функция сварки, определяемая настройками машины, зависит от ряда факторов. Рассмотрите таблицу с возможными настройками в зависимости от толщины свариваемого металла.
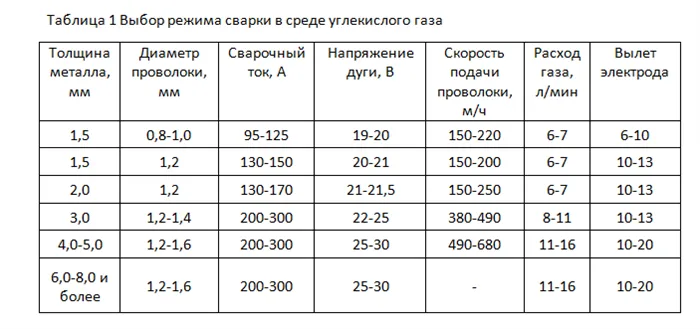
Данные таблицы показывают, что напряжение дуги напрямую зависит от диаметра проволоки и толщины металла. По мере увеличения сварочного тока глубина проплавления увеличивается. Это необходимо при работе с более толстыми металлами. Источник питания электродной проволоки должен быть отрегулирован в зависимости от пламени дуги, чтобы не потерять качество сварного шва.
Характеристика углекислотной сварки
Диоксид углерода не имеет вкуса, запаха и цвета. В умеренных количествах он не опасен для здоровья и жизни и не взрывоопасен. Его плотность составляет 1,98 кг/м3. Это означает, что он намного тяжелее воздуха (плотность 1,2 кг/м3).
Он продается в 10-, 20- или 40-литровых железных контейнерах с жидкостью и давлением. Перед сваркой баллон необходимо подержать некоторое время в вертикальном положении, чтобы влага из него вытекла. Затем газ направляется в зону сварки. Контроллер с регулятором управляет давлением и расходом газа.
Важно: Перед покупкой газового баллона необходимо убедиться, что его можно переопределить.
Сварка в углекислом газе может выполняться на различных типах сварочного оборудования.
- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.
2.Инвертор является источником энергии для сварочной дуги. Это машина, способная создавать и поддерживать лук путем преобразования электроэнергии от 220 В в непрерывный ток. Более подробную информацию о работе и преимуществах инверторов можно найти здесь.
Технология сварки СО2
Когда все готово и настроено на полуавтоматическую сварку с использованием газа, можно начинать. Металлические детали, подлежащие сварке, должны быть сначала подготовлены. Подготовка — это ключ к хорошей сварке. Чтобы обеспечить идеальное соединение, деталь должна быть очищена от масла, загрязнений и остатков краски. Это можно сделать с помощью металлической щетки или наждачной бумаги. Затем части размещаются в местах, где они будут соединяться. Первое соединение лучше всего выполнить при низкой мощности, чтобы посмотреть, как работает изделие. При подаче высоких токов существует риск растрескивания и деформации детали.
Полуавтоматическая газовая сварка может быть выполнена с использованием следующих технологий
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.
По окончании сварки не прерывайте подачу газа немедленно из-за риска окисления. Сначала отключается питание проводов, затем электроснабжение, затем газоснабжение. Именно в этот период сварка предотвращает кристаллизацию. После завершения работы необходимо удалить шлак из сварного шва.
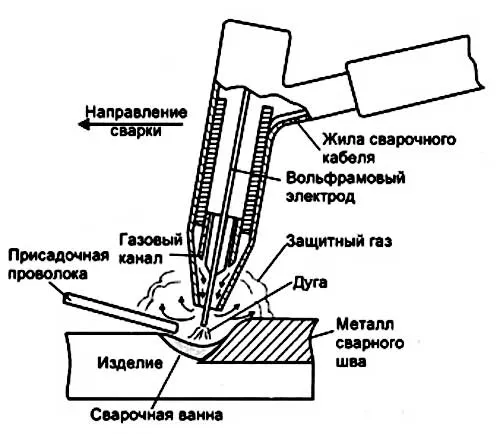
Этот метод называется сваркой Tig. Это означает, что он работает с помощью защитного газового электрода для соединения металла. Электрод может быть вольфрамовым или графитовым.
В целом, сварка с помощью полуавтоматических сварочных аппаратов CO2 имеет множество преимуществ. Производительность повышается, навыки совершенствуются, а результаты сварки всегда удовлетворительны.
Для новичков поначалу проблемой может стать чрезмерное потребление газа, но этот недостаток компенсируется относительно низкой ценой, а с опытом, когда принципы метода будут освоены, проблема полностью исчезнет.
Немного терпения, опыт сварки, полуавтомат, углекислый газ — все необходимые ингредиенты, и вы готовы покорить этот метод.
Эксперименты и обучение различным методам работы, работа руками вместо того, чтобы полагаться на табличные данные, так как профессиональный опыт действительно приобретается, этот опыт очень важен, если вы хотите стать профессиональным электроскопистом.
Обратитесь за советом к профессиональным сварщикам. Не забывайте о безопасности. Удачи!
В этой статье для начинающих вы узнали, как сварить полуавтоматом углекислотный клей. Чтобы закрепить полученную информацию, рекомендуется сразу же приступить к практическим занятиям и проверить таким образом аксессуары. Видеоуроки помогут вам быстрее освоить сварочный полуавтомат в домашних условиях.
Перед началом сварки полуавтоматическим сварочным аппаратом необходимо подготовиться. Они начинаются с настройки сварочного полуавтомата. Для этого выберите правильные значения мощности и установите их на машине.
Мощность провода и расход газа настраиваются, регулируются с помощью клапана на редукторе давления в баллоне. Правильность настройки можно проверить с помощью небольшого кусочка металла. Если регулировка выполнена правильно, должен получиться плотный и равномерный сварной шов.
Затем настраивается оптимальная подача газа. Если он недостаточно высок, будут генерироваться сварочные ресурсы. Потолка нет, но если он будет слишком высоким, газ будет чрезмерно мигрировать в атмосферу, увеличивая расходы. Если качество сварного шва неудовлетворительное, необходимо внести коррективы.
Далее необходимо убедиться, что в баллоне находится достаточное количество газа для создания рабочего давления. Рабочее давление — это давление, которое позволяет надежно защитить лодку в рабочей зоне. Затем необходимо определить полярность.
После выбора полярности его необходимо подключить к соответствующей клемме. Непосредственная полярность достигается путем подключения сварочного кабеля к положительному полюсу. Обратная полярность используется для очень точных работ.
Технология процесса
Особенностью полуавтоматической сварки является то, что вместо электродов используется проволока, а процесс осуществляется под газовой защитой. Техника сварки полуавтоматами заключается в поддержании постоянной температуры. Если нагрев недостаточен, края не расплавятся должным образом и не будут хорошо смешиваться с наполнителем. При значительном повышении температуры металл начинает кипеть и испаряться.
Существует два типа полуавтоматических методов сварки. Первый заключается в непрерывной сварке от начала до конца. Второй включает в себя сварку сцены. Точки сварки располагаются через равные промежутки времени.
Техника сварки зависит от толщины металлической детали, типа соединения и ее положения в пространстве. Тонкие детали легче сваривать полуавтоматами, если они установлены вертикально. Если металлическая часть меньше 4 мм, обрезать края не нужно. Толстые детали лучше всего соединять соляром или аргоном. Убедитесь, что ось резака не отклонена от вертикали.
При сварке углов и Т-образных соединений с помощью сварочного полуавтомата детали должны быть расположены в форме лодочки. Тонкие петлевые соединения выполняются за один проход с использованием медных или стальных накладок. Компоненты толщиной более 1,5 мм можно сваривать на весу, создавая много проходов.
Правила сварки для полуавтоматической сварки:.
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы — 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
Настройки зависят от конкретной модели машины. Перед началом работы внимательно прочитайте инструкцию по эксплуатации.
Сварка в целом, и полуавтоматическая сварка в частности, является сложной техникой, требующей терпения. Не пытайтесь сразу ставить рекорды. Техника сварки полуавтоматом для начинающих должна сначала отрабатываться на простых деталях.
Преимущества
Преимущества полуавтоматической сварки: процесс сварки более эффективен и занимает меньше времени.
- легкость применения;
- высокая производительность;
- возможность сваривания во всех пространственных положениях;
- деформации шва являются минимальными;
- возможность сварки тонких соединений;
- небольшая чувствительность по отношению к загрязнениям и ржавчине;
- цинковые покрытия не повреждаются при сварке с медной проволокой;
- получение шва высокого качества.
Недостатком является то, что газовая защита выходит вместе с током. Относительная простота управления делает полуавтоматическую сварку возможной даже для новичков.