Свойства сварочной пасты зависят от наличия основных и вспомогательных компонентов, но в любом случае в пасте на водной основе всегда присутствует канифоль. В этом случае для промывки необходимо использовать мягкий растворитель.
Паяльная паста для SMD
SMD-компоненты — это небольшие электронные компоненты, прикрепленные к плате. Сварка — это не обычный способ, при котором шипы компонентов соединяются с отверстиями на плате и привариваются к обратной стороне. SMD-компоненты монтируются непосредственно на лицевой стороне поверхности, где расположены проводящие дорожки. Для этого используются специальные потоки.
Первоначально такие пасты использовались только в технологии SMT. Сейчас их ассортимент увеличивается. Сварочные пасты для SMD содержат следующие компоненты
- Порошкообразный припой. Чаще всего подбираются сплавы на основе серебра, свинца или олова. Наибольшее распространение имеют пасты бессвинцового типа.
- Обезжиривающий припой.
- Связующие элементы. Они облегчают фиксацию элементов на поверхности плат. Чем больше размеры платы, тем более вязкой консистенцией должна обладать паста для пайки.
- Вспомогательные ингредиенты и активаторы.
Высокое качество сварочных паст может быть достигнуто только при соблюдении условий и срока хранения сварочной пасты. Срок службы большинства компонентов в этих составах составляет менее 6 месяцев. Температура хранения должна быть в пределах +2 … +10°C, помещение не должно быть слишком холодным или слишком жарким. Уровень влажности не должен превышать 80%. Перед использованием нагрейте препарат до комнатной температуры и откройте флакон или извлеките вещество из шприца. В некоторых случаях прогрев занимает около 5-6 часов.
Также следует учитывать, что сварочные составы со временем теряют свои свойства. При выборе оловянной сварки или других материалов необходимо учитывать следующие требования: сварочный состав должен использоваться безопасным и эффективным образом.
- недопущение формирования шариков и разбрызгивания;
- высокая клеящая способность;
- стойкость к растеканию при первичном нагреве;
- отсутствие остаточного флюса;
- максимальный срок хранения.
Кроме того, материал сварочной пасты должен легко дозироваться и подходить для шелкотрафаретной печати.
Важные технические характеристики
Выбор сварочной пасты должен основываться на ее физико-химических свойствах. Эти свойства напрямую связаны с компонентами состава. Эти свойства таковы: паста должна использоваться таким образом, чтобы не вызывать коррозии компонентов состава.
- наличие/отсутствие свинца и легирующих наполнителей;
- форма и структура частичек;
- величина частичек по IliS;
- вязкость;
- степень паяемости, которая определяется загрязненностью и окисленностью частичек припоя.
Кроме того, наносимые пасты не вызывают коррозии, в то время как пасты на водной основе могут вызвать такие проблемы в месте сварки из-за присутствия различных органических веществ.
Прежде чем приступить к сварке SMD-аксессуаров с помощью клейкой пасты, необходимо знать, как ее использовать. Его следует использовать следующим образом.
- для начала необходимо очистить, обезжирить и просушить плату;
- после этого плату необходимо надежно зафиксировать в горизонтальном положении;
- в отмеченных точках соединения равномерно наносится паста;
- мелкие детали устанавливаются на поверхность платы;
- иногда требуется дополнительная обработка составом ножек токопроводящих микросхем;
- прогревать установленные SMD-компоненты можно феном;
- когда припой полностью испарится, температуру плавки можно увеличить;
- паять необходимо осторожно, соблюдая все необходимые требования безопасности;
- после работы плату нужно остудить и промыть.
+250 … Для сборки микроциркуляции используется припой +300°C. Не рекомендуется использовать устройства с коническими соплами. Для повышения производительности следует использовать тонкие проволоки, чтобы паста контактировала со сварочной кромкой.
SMD-компоненты также могут быть сварены следующим образом.
- детали устанавливаются на площадку;
- паяльная паста наносится на ножки;
- под воздействием паяльника пастообразная субстанция равномерно растекается по зоне контакта;
- элементы остывают и очищаются.

Для сварных кабелей паста наносится на кабель в зоне соединения. Затем на массу наносится сварочный прокол.
Подгруппы цветочного потока традиционно представлены инертными, умеренно активированными и активированными составами. Неактивированный поток — это самая низкая активность.
Зачем нужна паяльная паста
Сварочная паста представляет собой смесь клеящего материала и потока. Он широко используется для сварки микросхем SMD и плоских схем.
Он отличается от обычных сварочных кабелей тем, что имеет форму пасты. Паста мягкая и содержит свинцовые зацепки. Поэтому не используйте его пальцами. Следует использовать зубочистку или лопаточку. А ватные тампоны неэффективны, так как они сильно впитывают.

Паста также выпускается в форме шприца. В этом формате можно использовать поршень для рассеивания количества клея на плите. Используйте иглу большого диаметра. После нанесения пасты ее необходимо покрыть, независимо от времени. В противном случае гранулы затвердеют в сухом потоке и потеряют свои свойства.
Какую пасту купить
Самым популярным производителем является Mechanic. Он продается в шприцах и флаконах. Температура его плавления составляет 180°C. Хранить при температуре от 0°C до +10°C.
Диаметр сфер составляет менее 20 микрон. Поэтому домашнее производство пасты распространено гораздо меньше, чем фабричные методы.
С каким флюсом использовать
Канифоль со спиртом и смазка не подходят. Они много курят и не смачивают поверхность бусин, образовавшихся после пасты. Лучше всего использовать пастообразный поток.

Экономичные варианты включают RMA 223 или его высококачественные клоны.
Не покупайте потоки менее чем за 4 доллара США. Они слабые, плохо работают, дымят и не соответствуют качеству сварки BGA.
Внутренний поток — InterfluxIF8300.
Прежде всего, попробуйте дорогой и хорошо проверенный MartinHT00.0017.
Применение
В основном используется для BGA, SMD, ремонта контактов и сварки стыков. Точки плавления могут отличаться у разных производителей. Температура плавления обычно достигает 200°C.
С помощью этих микросфер можно восстанавливать контакты. При воздействии температуры они создают расширенную оловянную поверхность.
Если каблук порван и слегка поврежден, его можно восстановить с помощью пасты. Все, что можно склеить с помощью пасты, вопрос в том, стоит ли это делать. Например, сварочная проволока нерентабельна по сравнению с обычной сваркой.
Для улучшения характеристик паяльной пасты в нее можно добавить небольшое количество хлорида аммония. Концентрация этого компонента не должна превышать 5-10% в приготовленной смеси. Аммоний может быть заменен гидрохлоридом анилина. Вещество необходимо хранить в герметичном контейнере и держать вдали от домашних животных и детей.
Если вы сомневаетесь, какую сварочную пасту выбрать, обратите внимание на физические и химические свойства смеси. Они зависят от консистенции, параметров клея и наличия связующих веществ, которые влияют на уровень адгезии.
Для водопроводных систем

Совершенно отдельную группу составляют пастообразные составы, предназначенные для приклеивания медных компонентов и их сплавов к системе водоснабжения. К этим составам предъявляются особые требования, которые строго регламентированы ГОСТом.
Ни один из компонентов пасты не является токсичным. Проток должен полностью исключить окисление сварного шва и проникновение продуктов коррозии в воду.
Водные пасты совершенно не подходят для работы с электронными схемами по ряду причин. В частности, потому что медь и серебро часто добавляются для увеличения прочности соединения. В электронике такие составы бесполезны.
Поскольку на полках магазинов может не оказаться готовых клеевых паст, полезно знать, как их приготовить. Для этого необходимо подготовить сварочную смазку и сварочные прутки из свинца и олова. Если первого материала нет в наличии, его можно заменить вазелином LTI-120.
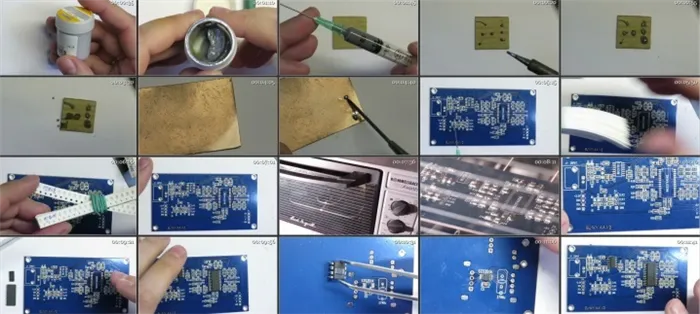
Для достижения наиболее надежного и долговечного соединения компонента с печатной платой необходимо соблюдать определенные процедуры. Они включают в себя несколько основных шагов.
- Для начала нужно произвести очистку и полное обезжиривание платы с дальнейшим обязательным просушиванием.
- Затем плату фиксируют на горизонтальной поверхности и равномерно, строго дозировано наносят пасту в участке соединения.
- Далее нужно осторожно разместить небольшие и SMD-детали на поверхности платы. Чтобы пайка была максимально надежной — на ножки микросхем дополнительно наносят ещё одну порцию припоя.
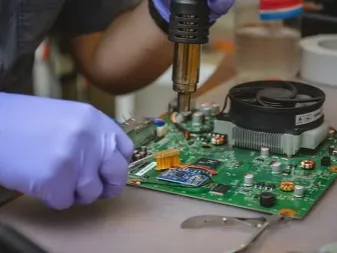
- При выполнении нижнего подогрева печатной платы включают фен с горячим воздухом. Направляя его поток, прогревают всю верхнюю часть с закрепленными на ней деталями.
- Когда флюс полностью испарится, температуру фена надо увеличить до температуры плавления припоя.
- По окончании работы следует дождаться остывания, затем тщательно промыть печатную плату.
Особое внимание следует обратить на то, что весь процесс сварки должен быть визуально проверен.
Для того чтобы соединение деталей с помощью сварочной пасты было максимально качественным и долговечным, необходимо учитывать несколько факторов.
В первую очередь необходимо подготовить саму доску, особенно если она давно не использовалась или имеет следы окисления.

Вязкость пасты должна быть эргономичной. Это означает, что он не должен быть липким или влажным. Лучше всего подходит кислотная текстура, которая равномерно смачивает поверхность. Обратите внимание, что смачиваемость играет важную роль в качестве и долговечности клеевого соединения компонента.
При сварке компонентов микросхем электронную пасту следует наносить тонкими слоями. При нанесении толстым слоем возможно замыкание стыков микросхем. При разборке простых компонентов эта деликатная операция не требуется.


Если размеры печатной платы большие, рекомендуется использовать утюг или специальный инструмент для создания нижнего нагрева, чтобы температура была выше 100-50°C. Если этого не сделать заранее, коробление доски невозможно устранить.
Все нежелательные остатки сварки можно легко удалить с помощью простых паяльников и сварочных принадлежностей. Например, остатки припоя между выводами микросхем следует удалять с помощью гофрированного наконечника.


Хранение
Как показывает практика, большинство дефектов, связанных с использованием клеевых паст, объясняется нарушениями правил транспортировки, хранения и подготовки рабочего материала.
Каждая сварочная паста состоит из двух основных компонентов: металла и флюса различной плотности. Вот почему в некоторых составах небольшое количество потока начинает выделяться и подниматься над поверхностью самой пасты. В условиях перегрева выделение потока многократно увеличивается, что резко влияет на реологические свойства композиции. В результате паста не будет растекаться должным образом. Это означает, что клейкую пасту необходимо защищать от воздействия высоких температур и подогревать перед использованием.
Влага может значительно снизить качество пасты. Дело в том, что состав клеевых паст гигроскопичен, т.е. склонен поглощать воду, даже из окружающей среды. Влага может вызвать окисление сварочных шариков перед рефлюксом или значительно увеличить скорость окисления во время рефлюкса. В условиях повышенной влажности поток не полностью очищает сварочные поверхности и не обеспечивает требуемых смачивающих свойств.
Кроме того, высокая влажность и воздействие воды могут привести к таким дефектам сварки, как образование мостиков, кипящий поток и уменьшение времени прилипания пасты.


Не замораживайте состав, так как исполнительные механизмы в потоке начнут разделяться, что очень негативно скажется на эксплуатационных характеристиках продукта.
Паста должна быть правильно подготовлена к использованию после длительного хранения. Не рекомендуется наносить на холоде — на поверхности пасты быстро образуется конденсат, если ее открыть, когда температура ниже температуры конденсации в помещении, в котором будут проводиться работы. Это приводит к закипанию и бурным запускам потока, смещению компонентов и многим техническим неисправностям. Чтобы избежать этих неприятных проблем, перед применением пасту необходимо подогреть. Однако это должно происходить спонтанно, без использования нагревательного оборудования — обычно это занимает 4-6 часов. Нельзя снимать герметичную крышку и перемешивать состав до тех пор, пока паста полностью не нагреется до комнатной температуры. После этого паста становится однородной и, как правило, пригодной для использования.

Однако это не означает, что пасту не нужно нагревать, и этот метод не является подходящим способом подготовки пасты к использованию.
Когда паста нагреется до оптимальной температуры, быстро и аккуратно перемешайте ее лопаточкой. Это следует делать строго в одном направлении в течение нескольких минут, чтобы все материалы равномерно перемешались. В противном случае это приведет к снижению вязкости сварочной подготовки и, следовательно, к проскальзыванию.
На всю плату следует наносить только тонкий слой сварочной пасты. Для вспомогательных контактов SMD используется толстый слой пасты. Этот метод не подходит для очень простых структурных соединений.
Изготовление в домашних условиях
Во многих случаях сварочную пасту нельзя найти в свободной продаже, и вам необходимо знать, как сделать сварочную пасту самостоятельно. Для этого необходимо подготовить сварочные прутья и сварочную смазку, которую нужно поместить в банку. Если второго ингредиента нет в наличии, его можно заменить обычным вазелином и потоком LTI 20S.

Сварной шов должен быть хорошо раздавлен лезвием, лопаткой или механической дрелью. Крошки подойдут. Собранное в емкость, добавляют вазелин в соотношении 1:1 и добавляют немного стока.

Ингредиенты смешиваются. Для хорошего перемешивания смесь следует нагреть на водяной бане. Хранить в большом медицинском шприце. С его помощью паста наносится на нужную область.

Фото паяльной пасты