- Как паять полипропиленовые трубы — подробная технология с разбором ошибок
- Фитинги применяемые для соединения полипропиленовых труб
- Соединительные фитинги
- Резьбовые фитинги для полипропиленовых труб
- Сварка (пайка) полипропиленовых труб
- Раструбная сварка
- Пайка (сварка) полипропиленовых труб: что нужно знать и как не допустить ошибок
- Сложность сваривания: как правильно работать с инструментом во время пайки ПП-труб
- Диффузная пайка полипропиленовых труб
- Подготовительные работы перед сваркой
- Как подготовить оборудование: советы, облегчающие работу с паяльником
Различные конструктивные элементы и расходные материалы дают возможность собирать системы любого уровня сложности. Расходные материалы и запасные части стоят недорого и могут быть приобретены с необходимым запасом для установки и использования.
Как паять полипропиленовые трубы — подробная технология с разбором ошибок
Подробная технология сварки (сваривания) полипропиленовых труб.
Полипропиленовые трубы — это трубы, которые собираются путем склеивания, с использованием таких компонентов, как муфты, углы и стенки. Расчетный срок службы полипропиленовых труб составляет более 50 лет.
Следует также отметить, что срок службы полипропиленовых труб производителя (50 лет) означает, что трубопровод будет использоваться при нормальном давлении и нормальной температуре. Это означает, что трубы могут выдерживать значительное длительное давление, но температура передаваемой жидкости должна быть низкой. Или, наоборот, температура жидкости может быть очень высокой, но давление должно быть низким.
При высоких давлениях и температурах срок службы трубы резко сокращается и может составлять до 1-5 лет. Существуют таблицы для определения срока службы труб, подвергающихся воздействию экстремальных условий. Это не обсуждается в данной книге. Домашние трубопроводы не подвергаются длительным нагрузкам, а кратковременные аварийные ситуации, связанные со скачками давления или температуры в перекачиваемой жидкости, трубопроводы не выдерживают.
Полипропиленовые трубы выпускаются серого, белого, черного и зеленого цветов.
Цвет, помимо черного, не подразумевает никаких ограничений в использовании трубы. Черный цвет означает, что трубка защищена от УФ-лучей.
В полипропиленовых водопроводных трубах используются неразъемные соединения, а трубы собираются с помощью сварочных приспособлений.
Полипропиленовые трубы могут быть использованы для
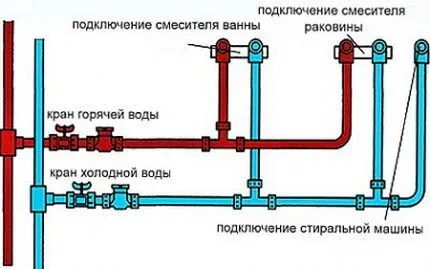
- Водоснабжения домов: устройство стояков, устройство труб, присоединение труб к сетям водоснабжения из металлических труб
- Отопления дома : устройство стояков отопления. Устройство труб от отопления, подключения к котельной установке, присоединение к металлическим радиаторам.
Длительный срок службы полипропиленовых труб позволяет использовать их во всех типах трубопроводов.
Полипропиленовые трубы делятся на четыре категории
- PN 10 — тонкостенный вариант, для холодного водоснабжения (до +20°С), номинальное рабочее давление 1 МПа (10,2 кг/см/2);
- PN 16 — разводка холодной воды повышенного давления и трубопроводы центрального отопления пониженного давления;
- PN 20 — универсальная труба применяется, для холодного и горячего водоснабжения (температура до +80°С), номинальное давление 2 МПа (20.4 кг/см2);
PN 25 — армированный алюминиевым листом, горячая вода и центральное отопление (до +95°C), номинальное давление 2,5 МПа (25,49 кг/SM).
В отличие от металлопластиковых труб, алюминиевый слой этих труб находится близко к внешней стороне и обычно перфорирован. Это означает, что для сварки слоев трубы между собой не используется клей. Соединение внешнего и внутреннего слоев полипропилена друг с другом или с алюминиевым слоем осуществляется через перфорированные отверстия, которые направляются различными строительными компаниями или имеют поверхностные отверстия. Прямое полипропиленовое соединение алюминия значительно повышает стабильность и долговечность трубы.
Благодаря такому соединению трубы PN 25 имеют более тонкие стенки, чем обычные полипропиленовые трубы, что обеспечивает более высокую скорость потока.
Фитинги применяемые для соединения полипропиленовых труб
Соединительные фитинги
Основные размеры: 20 x 1/2, 20 x 3/4, 25 x 1 и 32 x 1.
Рис. 1. звено, соединяющее полипропиленовые трубы одинакового диаметра, с
Рис. 2. звено, соединяющее полипропиленовые трубы 2 диаметров,.
Рис. 3. угол 45°. IMG src = «/wp-content/uploads/01/4/payka-svarka-polipropilenovix-714676c.jpg» alt = «угол 90° полипропилен»>
Рис. 5. Колено 45°, для соединения труб разного диаметра
Рис. 6. угловая труба 90°, для соединения труб разного диаметра
Рис. 7. тройное колено.
Рис. 8. рубашка с одинаковыми соединениями (соединение трубок одинакового диаметра),.
Рисунок.
Рис. 12.Компенсатор теплового расширения,.
Резьбовые фитинги для полипропиленовых труб
Рис. 1.Переходник с внутренней резьбой (звено),.
Рис. 2.Компаньон с внешней резьбой (звено),.
Рис. 3. переход (муфта) с соединительной гайкой;.
Рис. 4. переход с гайкой и металлической вставкой (ссылка)
Рис. 5.Штекерная передача с пластмассовой наружной резьбой, введите ‘DG’
Рис. 6. на колене 90° винт с внутренней резьбой, введите ‘DG’
Рис. 7. Колено 90°, с наружным винтом
Рис. 8. угол 90°, с разборной гайкой
Рис. 9. деталь T, с внутренней резьбой
Рис. 10.Отводная труба с наружной резьбой,.
Рис. 11.Кусок Т с разборной гайкой,.
Рис. 12.Углы водоприемника для крепления смесителей и других устройств: 20 x 1/2, 25 x 1/2,…
Рис. 13.Комплект задвижек смесителя: 20 x 1/2, 25 x 1/2,.
Рис. 14. Берег четверти обмазки,.
Рис. 15.Седло сварное с внутренней резьбой,.
Рис. 16.Седло сварное с наружной резьбой,.
Рис. 17.Раздельные соединения,.
Рис. 18. женский витой разъем,.
Рис. 19. соединение соединение с наружной резьбой,.
Сварка (пайка) полипропиленовых труб
Для сварных труб диаметром до 63 мм предпочтительным типом соединения является сварка Moufa или Mouffas Fusion. В этом случае две трубы объединяются с помощью компонентов Moufa, объединенных с помощью сторонних, Mouffas и других соединений.
Для труб диаметром более 63 мм рекомендуется придерживаться склеивания, так как оно не требует добавок и является наиболее надежным. При наличии фитингов подходящего диаметра допускается применение муфты Moufarr. Для диаметров более 63 мм рекомендуемое звено в разобранном виде — это фланцевое звено. Это более сложный вариант для полипропиленовых труб, требующий специализированного оборудования и навыков, поэтому в данной статье этот вариант не рассматривается.
Раструбная сварка
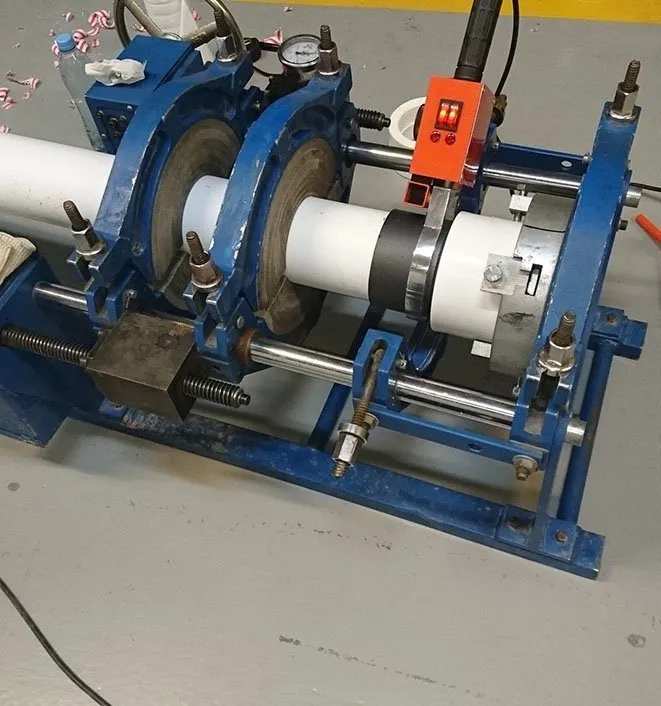
Для диаметров до 40 мм можно использовать ручной сварочный аппарат, в то время как для диаметров более 40 мм рекомендуется использовать централизованный аппарат. При использовании централизованных машин необходимо соблюдать инструкции по эксплуатации.
Для соединения полипропиленовых труб используются специальные фитинговые двигатели.
Рис. 1. Сварочный аппарат для сварки полипропиленовых труб.
Нагревательные элементы (сопла) представляют собой гильзу для расплавления внешней поверхности края трубы и корпус для расплавления внутренней поверхности связки крана. Стандартные сопла покрыты тефлоном, антипригарным материалом, и имеют диаметр 16-40 мм. Тефлоновое покрытие должно оставаться чистым и неповрежденным во время работы. После каждого эпизода сварки, пока она еще теплая, сопло очищается холщовой тканью или деревянным скребком. В холодном состоянии сопло не следует очищать от налипшего слоя пластика.
Рис. 2. Сварочные насадки для полипропиленовых труб 20, 40, 32, 40, 50 и 63.
Сварочный аппарат устанавливается на плоской поверхности, а необходимый размер сменного нагревателя фиксируется специальным ключом. Перед нагревом рекомендуется поместить весь комплект насадок (см. рис. 3) на компонент нагревателя плавления.
Рис. 3. Сварщик перед нагревом с насадками, установленными для сварки полипропиленовой трубы.
С точки зрения равномерности нагрева положение сопла в нагревателе не имеет значения. Поэтому форсунки располагаются максимально удобно для установки. Существуют насадки, необходимые для работы со стенами, т.е. для монтажа в трубопроводной отрасли.
Рекомендуется собрать все участки трубопровода, которые могут быть установлены на неподвижном устройстве (основании), так как от качества соединения напрямую зависит облегчение выполнения технических работ.
Сварка «на стене» в особо сложных положениях должна выполняться с помощником.
Температура сварки для полипропиленовых труб составляет 260°C, для полиэтиленовых труб и деталей — 220°C.
В зависимости от температуры окружающей среды нагрев занимает 10-15 минут.
Рабочая температура поверхности радиатора достигается автоматически.
Сварка полипропиленовых труб и компонентов не должна проводиться при температуре ниже 0°C. Температура воздуха во время сварки очень важна. Время сварки должно уменьшаться при более холодной и более теплой температуре воздуха.
Полипропиленовые трубы выпускаются в четырех цветах: зеленом, сером, белом и черном. Только черная труба отличается по своим свойствам — она более устойчива к ультрафиолетовому излучению и используется при прокладке ирригационных систем в земле. Все остальные обладают аналогичными свойствами и размещаются в помещениях или закапываются в землю.
Пайка (сварка) полипропиленовых труб: что нужно знать и как не допустить ошибок
Полипропиленовые трубы постепенно вытесняют металлические трубы благодаря своим многочисленным преимуществам (перепады температур, устойчивость к коррозии, способность восстанавливать форму после расширения под воздействием гладкости внутренних стенок и т.д.), используются для монтажа коммуникационных систем: канализации, водоснабжения, отопления и магистралей. Благодаря методу сварки обеспечивается высокая стойкость в местах соединения. Это обеспечивает более длительный срок службы. Методы сварки полимеров во многом схожи со сваркой металлических компонентов. Для этого процесса и для пайки используются специальные инструменты. А теперь подробно ответим, как сварить полипропиленовые трубы своими руками.
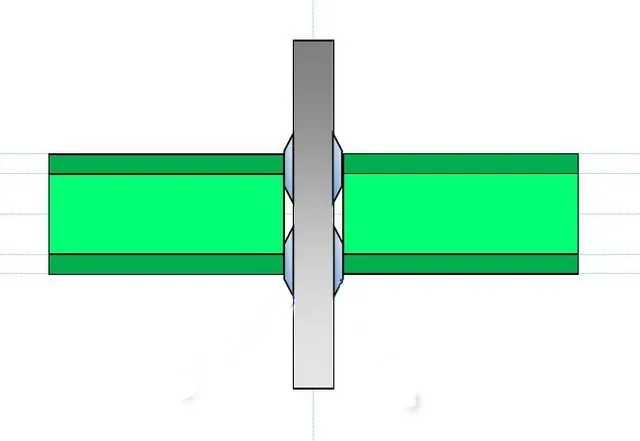
Когда полипропиленовые трубы (ПП) подвергаются воздействию тепла, материал размягчается. В то же время участки трубопровода соединяются. Под давлением мягкие частицы полипропилена проникают в структуру соседних труб. Когда источник высокой температуры останавливается, материал остывает. В результате получается цельная конструкция, так как компаунд запечатывается по всему периметру. При соблюдении этих условий гарантируется надежность соединения с точкой подключения трубопровода.
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежное соединение достигается за счет правильного применения оборудования и выбора высококачественных материалов. Детали и этапы процесса сварки описаны ниже.
Сложность сваривания: как правильно работать с инструментом во время пайки ПП-труб
Если у вас нет опыта сварки многосторонних линий связи, вам необходимо провести практическую сварку. Для этого необходимо выбрать подходящее место. Место должно быть просторным, а поверхность — ровной. Вы можете работать на столе или на полу. В обоих случаях необходимо соблюдать осторожность, так как существует риск разрушения покрытия горячими пальцами. Необходимо принять комфортное отношение. Задержки могут привести к снижению качества стыка и появлению дефектов, что сокращает срок службы трубопровода. Другие последствия промедления при сварке изделий из ПП:.
- быстрое остывание, т. к. стыковка труб не может быть выполнена своевременно;
- отклонение от осевой линии, что приведет к проблемам в процессе эксплуатации трубопровода;
- нарушение правил стыковки: если коммуникации соединяются муфтовым методом, возможно недостаточное заглубление изделия в фитинг или, наоборот, слишком сильное, что помешает стыковке второй части трубы.
Синхронизация важна при нагреве трубопроводов и компонентов. Это позволяет одновременно нагревать участки трубопровода и сопутствующие соединения. Задержки также возможны, но зависят от уровня профессионализма мастера, если возникают неполадки. Установка и смешивание швов. Позднее на этих участках могут появиться трещины.
Диффузная пайка полипропиленовых труб
Принцип работы сварных полипропиленовых труб основан на введении одного продукта, предварительно нагретого. Необходимо соблюдать определенную глубину. Наиболее распространенным методом соединения является использование компонентов (например, ссылок). Однако его можно использовать только в том случае, если диаметр трубы не превышает 63 мм. Для краевых методов рекомендуется использовать более крупные изделия. Как и в других случаях, когда полимер нагревается, создается диффузионная связь.
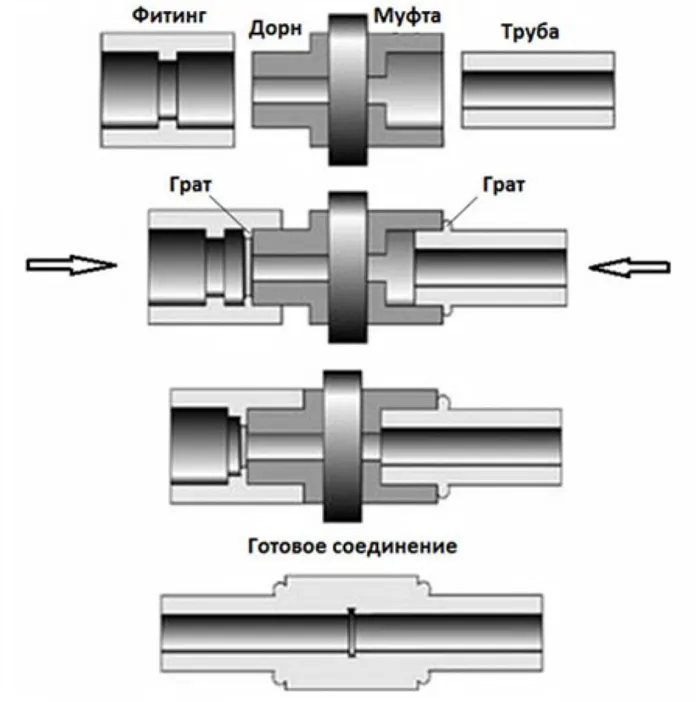
Можно исследовать метод соединения пазов. Принцип сварки аналогичен технике склеивания с использованием деталей: одна трубка соединяется с другой (вставленной в отверстие большего диаметра), при этом важно обеспечить защиту краев коммуникации. Крайние участки должны быть прямыми, а все дефекты (включая порезы по срезам) должны быть устранены с помощью специальных инструментов.
Подготовительные работы перед сваркой
Начните с составления простой электрической схемы. Для простоты линии, определяющие положение труб, проектируются непосредственно на стене. В противном случае всегда необходимо измерять уровень, на котором должна находиться коммуникация.

На следующем этапе трубы маркируются и подготавливаются соответствующие компоненты труб. Их размеры учитываются при определении длины трубы (длина увеличивается). Даже экстремальные методы соединения, когда необходимо соединить секции, могут помочь уменьшить длину (в среднем до 2 мм), минуя этап вставки трубы в соответствующую трубу.
При манипуляциях с трубами разных размеров рекомендуется использовать центральный сварочный инструмент при сварке труб диаметром более 40 мм. Рассматривая вопрос о том, как сварить полипропилен, можно рассмотреть возможность приобретения оборудования с набором насадок от 14 до 63 мм. Они обозначаются по типу.
- дорн – втулка, используемая для нагрева внутренних стенок трубы;
- гильза – равномерно прогревает наружную поверхность изделия.
Насадки очищают полимерный материал сразу после его заражения. Если удалить нарост после полного остывания припоя, защитное покрытие (тефлон) может быть повреждено, и полимер не будет прилипать. Для очистки используется материал, не подвергавшийся воздействию высоких температур. Это может быть холст, но не используйте для этой цели абразивные материалы.
Как подготовить оборудование: советы, облегчающие работу с паяльником
В продаже имеется несколько видов клея.
Если вам нужно выбрать припой, обратите внимание, что в комплект не обязательно входят все необходимые принадлежности. В основе лежит удобство работы и аксессуары (насадки), которые, возможно, придется докупать дополнительно. Когда все инструменты и материалы готовы, сразу же приступайте к действию — нагреву припоя. Рекомендации.