- Флюс для пайки: особенности, виды, советы
- Виды припоя
- Что такое флюс и его ключевые особенности
- Классификация альтернативных видов припоя
- Разновидности флюсов
- Химически активные
- Химически пассивные
- Как использовать?
- Вместо заключения
- Хранение
- Как приготовить флюс для пайки своими руками
- Как правильно выбрать флюс
Обратите внимание, что медно-цинковые сплавы используются нечасто, поскольку их прочность при сварке не очень высока, а стоимость слишком высока.
Флюс для пайки: особенности, виды, советы
Соединение двух или более неметаллических или металлических материалов и веществ с помощью флюса называется сваркой. Целесообразно рассмотреть, что такое сварочный флюс, как его сделать самостоятельно, свойства меди, серебра, олова и нержавеющей стали и способы изготовления сварочного флюса.
Для получения действительно качественного шва необходимо поддерживать определенные температуры в зоне шва. В среднем они составляют от 50°C до 100°C. Также учитывается, что температурные пороги, необходимые для плавления сварного шва, намного выше, чем те, которые требуются для простого плавления обработанного металла. Положительные характеристики сварки:.
- полная герметичность соединенных деталей;
- высокая прочность соединений;
- значительная экономия времени и затрачиваемых сил, в сравнении со сварочными процессами;
- на местах спайки образуется специальный слой-пленка, которая противостоит коррозии и окислению металлов.
Виды припоя
Сварщики — это довольно специфический круг веществ, которые должны соответствовать следующим условиям.
- Высокие показатели теплопроводности и электропроводности;
- Хорошая прочность и высокий коэффициент растяжения;
- Коррозионная стойкость;
- Преобразование в жидкую среду при воздействии температуры сварки;
- Контрастная величина остывания металла пайки и кристаллизации припоя.
Эти вещества зависят от температуры процесса сварки и присутствуют в мягких и твердых
Блок-схема.
Твердые сварочные флюсы используются для склеивания проблемных участков, которые постоянно подвергаются неблагоприятным воздействиям окружающей среды (например, вибрации, перепадам температуры, ударам). По сути, это составы для сварки при температуре выше примерно 400 градусов Цельсия. К ним относятся:.
- Припой для твердого сплава из меди и цинка (до 1000);
- Фосфор и медь (до 900 градусов);
- Чистая медь применятся для процесса пайки высокоуглеродистого железа;
- Флюс безотмывочный, для пайки серебром (до 800 градусов включительно).
Твердоплавкие клеи также имеют свое распространение, присутствуют в тугоплавких материалах и находятся в мягком расплавленном состоянии, с температурой плавления 850°C. Существуют экспоненты, которые выходят за пределы этого температурного режима.
Медь (например, марки М21, М11) и цинк менее популярны из-за низкой прочности и относительно высокой стоимости и в большинстве случаев могут быть успешно заменены медным припоем на цинковый или латунный.
Медно-фосфорные клеи являются альтернативой очень дорогим серебряным флюсам. Они необходимы для соединений из меди, бронзы, латуни и других металлов, которые не должны работать при изгибе или ударных нагрузках. Кстати, этот сплав также называют сваркой без потока (не для меди).
Использование этих сплавов для сварки железа, черных металлов и низкоуглеродистой стали строго запрещено. Это связано с тем, что при воздействии температуры и соединении с медью или фосфором образуется очень хрупкий химический элемент.
При сварке фосфорного металла образуется фосфид железа. Это очень хрупкий состав, и его не следует использовать для сварки черных металлов, так как он снижает качество металла.
Видео: подготовка сварочной струи вручную
Серебряные сварочные флюсы идеально подходят для таких сварочных процессов. Они являются самыми дорогими. Они также используются для соединения очень сложных пластин из проволоки, капиллярной проволоки и серебряной арматуры.
После каждого процесса сварки электрошок необходимо протирать ацетоном или специальным спиртом. В последнее время стали популярны аппараты для беспроточной сварки, которые обладают следующими преимуществами.
Что такое флюс и его ключевые особенности

Таким образом, флюс представляет собой металлический сплав с расплавленной структурой, который используется для соединения двух различных материалов. Этот сплав также может быть изготовлен вручную, при условии, что известно особое свойство соединения двух различных материалов при термической обработке.
Если на уровне шва поддерживается постоянная температура, то соединение двух материалов достигается с помощью потока. В зависимости от полученного материала температура колеблется в пределах 50-500 градусов Цельсия. Температура плавления сварного шва должна быть намного выше температуры плавления обрабатываемого материала.
Существуют различные типы сварочных потоков, которые необходимо выбирать в зависимости от таких факторов.
- металл;
- температура пайки.
- температура самого флюса;
- параметров поверхности работы;
- прочности материала;
- его устойчивости к коррозии.
- твердые, которые имеют высокий температурный порог;
- мягкие, такие флюс имеют небольшую температуру плавки.

Тугоплавкая сварка имеет температуру плавления выше 500°C и создает достаточно прочный тип соединения. Однако недостатком является то, что высокие температуры могут перегревать основные части конструкции, делая их бесполезными.
Температура плавления сварочных потоков варьируется от 50 до 400 градусов Цельсия. У этого типа потока есть компоненты.
Такие потоки в основном используются для сварки при установке радиоэлементов.

Существуют также очень расплавленные потоки, используемые для сварки и сварки транзисторов. Температура плавления этих потоков может достигать 150°C.
Мягкие потоки следует использовать для склеивания тонких поверхностей, а жесткие температурные потоки — для склеивания проводов большего диаметра.
Необходимые характеристики потока следующие
- способность нормально проводить тепло и ток;
- прочность конструкции;
- способность к растяжке;
- устойчивость к коррозии;
- различия температурных показателей при плавке припоя и основных материалов.
В виде сварки используются следующие материалы.
- прутья;
- ленты;
- проволочные катушки;
- трубочки с колофонием;
- прочие флюс.
Наиболее распространенной формой является жестяной стержень диаметром 1-5 метров.
Существуют также типы многоканального потока и множество источников сварки для создания более прочных соединений. Он продается в бутылках в форме спирали или спиралевидной формы и может быть включен в катушки. Для одноразового использования лучше приобрести провода меньшего размера.

Сварные швы сплошного типа используются для соединения швов в соответствии с различными напряжениями, вибрациями, колебаниями и колебаниями температуры. Эти потоки могут плавиться при температуре от 400 градусов Цельсия.
К таким категориям относятся сварщики с твердым покрытием.
- медно-цинковые сплавы;
- фосфорно-медные сплавы;
- флюс из серебра;
- чистая медь.
Обратите внимание, что медно-цинковые сплавы используются нечасто, поскольку их прочность при сварке не очень высока, а стоимость слишком высока.
Такие сварные швы можно заменить латунными или медными сплавами.
Сплавы на основе меди могут использоваться для сварки медных, бронзовых и латунных деталей, которые не имеют высокого заряда и используются вместо более дорогих серебряных сварных швов.
Твердый поток не следует использовать при склеивании чугуна и мягкой стали, так как при нагревании чугуна с медью или фосфором образуются хрупкие элементы и разрушается соединение.
Лучшей сваркой для железа является серебро, но оно очень дорогое. Однако эти материалы очень прочно скреплены. Серебряное соединение используется для сварки кабелей на сложных платах на основе серебра.
Классификация альтернативных видов припоя

Возможны и другие альтернативные виды сварки.
- флюс с повышенными антикоррозийными характеристиками на основе кислот, фосфора и растворителя. После пайки нет необходимости применять дополнительные средства для очистки;
- флюсы жидкого типа на основе вазелина, золота, салициловой кислоты и этилового спирта. Они применяются для пайки электрических проводов или радиаторов, а швы при этом выходят аккуратными и чистыми;
- канифоль, соединенная с воздухом. Этот флюс нейтрален и используется для электроприборов высокой точности, таких как реле, выключатели, схемы мобильников. Канифоль нужно использовать на предварительно залуженных и очищенных металлах, а чтобы качественно очистить алмазные контакты, можно взять лазер;
- бур, смешанный с канифолью. Эта смесь используется для пайки водопроводных труб из меди, она высокоактивна и не нуждается в зачистке материалов. Бура способна плавиться при температуре около 70 градусов и при этом не выделяет вредных веществ;
- самодельный активированный флюс, применяемый для пайки соединений, которые часто подвержены ударам и другим нагрузкам. Чтобы его приготовить, нужно смешать анилин канифоль, ангидрид, диатиламин и салициловую кислоту;
- флюс на основе канифоли со спиртом. Относится к активным, но при этом во время высоких температурных показателей удаляется не только оксид, но и сам металл. Кроме того, после пайки нужно тщательно почистить плату.
Нельзя оставлять остатки стоков, так как они вредны, а также не имеют внешнего вида. В электрических цепях, если поверхности не очищаются вовремя, может возникнуть короткое замыкание.
Для сварки с использованием проточной трубы colophon необходимо выполнить следующее
- очистить соединяемые поверхности от окисления и грязи тщательно;
- деталь в месте шва нужно нагревать до значения, которое превышает температуру плавки флюса;
- производим пайку.
Этот метод не следует применять на больших поверхностях с хорошей теплопроводностью, так как мощности припоя недостаточно для надлежащего нагрева металла.
Сварочные принадлежности и изделия, в которых используется специальный реагент, называемый потоком, широко распространены в различных отраслях промышленности.
Разновидности флюсов
Наплавка — это вещество, наносимое на сварной шов или точку сварки для защиты металла от окисления и улучшения качества сварного шва. Течение может значительно изменить качество сварного шва, включая его гладкость и эстетику. Поэтому поток следует выбирать тщательно.
Здесь есть четкая связь со сварным швом. Чем легче плавится клей, тем лучше его текучесть. Поток должен иметь температуру плавления немного ниже, чем сварной шов. После этого достигаются качественные результаты.
Производитель предлагает два типа потока: активный и пассивный.
Химически активные
Химически активные потоки содержат кислотные вещества. Они уничтожают наросты или признаки эрозии. Кислотные потоки могут состоять из хорошо известной соляной кислоты, хлорида цинка и т.д. Если остатки потеков не удалить из сварочного состава, они могут разрушить металл и вызвать новую эрозию.

Химическая активность этих потоков является одновременно преимуществом и недостатком. При небрежном использовании эти потоки разъедают металлы и кистолит при использовании в электронной промышленности. Помните, что эти потоки могут оставить ожоги на коже, поэтому важно соблюдать меры предосторожности. Однако при правильном использовании эти активные потоки могут устранить накопление и эрозию и улучшить качество работы.
Не рекомендуется использовать химически активные потоки для ежедневной сварки. Необходимы осторожность и опыт. Рекомендуется вообще не использовать этот тип потока при сварке радиочастотных компонентов. Более вероятно, что сварочная плата проржавеет, и ничего нельзя будет сделать для устранения проблемы.
Химически пассивные
Часто используются химически пассивные потоки. С ними легче работать, так как они не обладают такими сильными окислительными свойствами, как химически активные потоки. Химические пассивные потоки удаляют жировые отложения и незначительные загрязнения, но не эрозию. Эти потоки содержат органические компоненты, пригодные для сварки радиодеталей.

Химические пассивные потоки защищают зону сварки от окисления и улучшают качество работы. То же самое относится и к химически активным потокам.
Как использовать?
Текучесть и адгезия — это два разных материала для разных целей. Клеи используются для заполнения стыка между двумя компонентами. Жидкости используются для улучшения качества соединения и защиты его от окисления. Поэтому технологии применения различаются.
Чтобы использовать сварку, ее необходимо предварительно подогреть. При сварке небольших аксессуаров сварной шов прикладывается к точке сварки и касается проволоки до припоя. Клей расплавляется и заполняет соединение. При сварке вместо клея используется газовое пламя.
Что касается потока с внутренним течением, то здесь все просто. Нагрев потока при сварке осуществляется так же, как и при обычной сварке металла. Используется припой или пламя. Клей плавится и освобождает поток.
Чтобы использовать поток, необходимо знать его рекомендации. Мокрый поток наносится на место сварки кистью или пастой (или пальцем), а сухой поток наносится на место сварки с помощью специальной машины.
Вместо заключения
Как известно, флюсы, используемые при сварке, могут быть предназначены для различных целей. Одни подходят для мелкого ремонта, другие раскрывают свой потенциал в профессиональной сварке. Поэтому при выборе клеев и потоков следует обращать пристальное внимание на тип выполняемых работ. Это значительно облегчит работу.
Возможно, вы уже использовали сварочный аппарат и поток на практике? Расскажите нам о своем опыте в комментариях ниже. Удачи вам в работе!
Соотношение материалов, используемых для создания ручья, должно быть 3 к 5. Хорошо встряхните и оставьте на несколько дней до полного растворения канифоли в спирте.
Хранение
Эти материалы следует хранить в закрытых, герметичных контейнерах вдали от маленьких детей и домашних животных. Их не следует хранить вместе с продуктами питания, лекарствами или семенами сельскохозяйственных культур. Для этих веществ желательно установить строго определенные шкафы или ящики.
Их применение зависит от их инертного состояния и химического состава.
- Твердую канифоль наносят на спаиваемые поверхности жалом паяльника, на котором уже есть расплавленный припой;
- Паяльную кислоту наносят на спаиваемые детали или поверхности небольшой кисточкой, ватной палочкой или простой спичкой;
- Жидкий спирто-канифольный флюс наносится при лужении с помощью небольшого носика дозатора, установленного на емкости с раствором.
- Гелеобразные вещества наносят с помощью специальных пистолетов дозаторов, в которые вставляются картриджи.
Важно: Потоки, как правило, небезопасны для здоровья человека, поэтому при их применении следует соблюдать особую осторожность. При попадании консерванта на кожу его следует немедленно смыть и, при необходимости, нейтрализовать соответствующим веществом.
Как приготовить флюс для пайки своими руками
Теперь, когда вы понимаете, что такое сварочный флюс, стоит рассмотреть самый простой способ изготовления такого вещества, используемого для сварки радиодеталей для сварки печатных плат.
- Несколько кусков канифоли заворачиваются в плотную ткань;
- При помощи ударов тяжелого молотка по образовавшемуся кульку находящаяся внутри канифоль тщательно измельчается;
- Полученную измельченную канифоль засыпают в емкость с этиловым спиртом и, помешивая, растворяют в нем полностью.

Чтобы облегчить растворение канифоли, емкость со спиртом помещают в небольшую кастрюлю с горячей водой. В раствор добавляется глицерин для получения гелеобразного вещества.
Как правильно выбрать флюс
Для выбора подходящего сварочного флюса необходимо учитывать следующие критерии
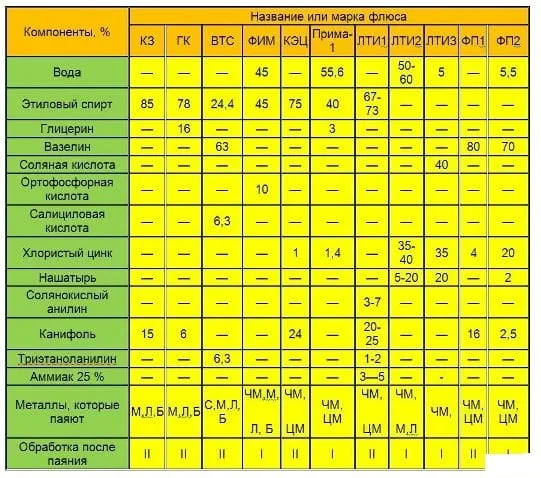
- Материал спаиваемых поверхностей – если спаивают детали из латуни, черных металлов, хрома или никеля, то используют буру, борную, соляную или ортофосфорную кислоты. Если планируется паять чувствительные к перегреву радиодетали, используют легкоплавкие низкотемпературные флюсы: канифоль и ее спиртовые растворы, гели.
- Удобство нанесения – при пайке печатных плат, мелких радиодеталей используют жидкие и гелеобразные вещества,
- Безопасность для здоровья – наиболее безопасны гелевые марки флюсов. Лидерами в списке вредных и потенциально опасных веществ данного вида являются кислоты.