Керамические жала с серебряным напылением — современный аксессуар. Если проблема заключается в том, как работать с SMD-компонентом или как удалить наконечник с двусторонней платы, то это выбор. Однако сварить кабели и штыри с высокой теплопроводностью непросто.
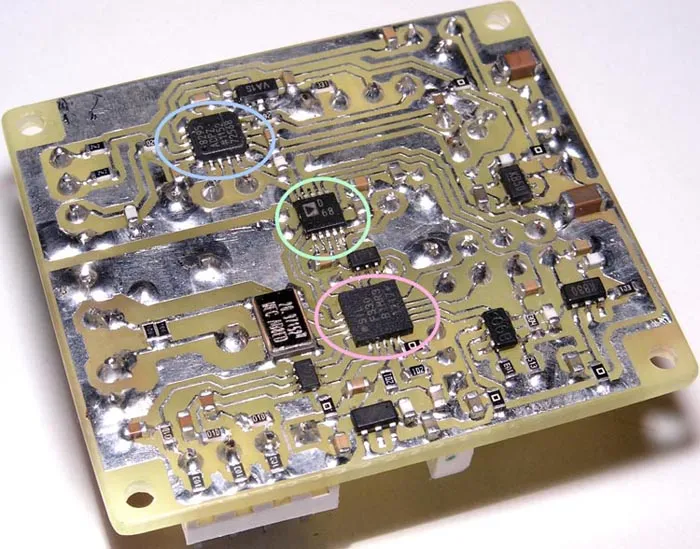
Простой способ выпаивания микросхем в QFP- и QFN-корпусах
В данной статье представлен простой метод удаления микросхем QFP и QFN с плат, основанный на инфракрасном нагреве мощной автомобильной галогенной лампы. Этот метод не повреждает ни чип, ни плату, из которой он извлекается.
Введение
Во многих случаях микросхемы SMD необходимо удалить с уже изготовленных плат. По мнению автора, извлечение этих микросхем в двусторонних корпусах (SOIC, SOP и т.д.) не представляет проблемы, но в случае квадратных корпусов с четырехсторонними выводами могут возникнуть проблемы. QFP (Quad Flat Package), в частности QFN (Quad Flat No-leads package), где выводы расположены на одной стороне микросхемы. В корпусах QFN в центре микросхемы имеется пластина заземления, которая также приваривается к плате, что еще больше усложняет дело. В большинстве случаев такие микросхемы удаляются с помощью достаточно дорогих (более 2000 рублей) клеев. Это направляет горячий воздух на микросхему, которая, нагревшись до температуры сварки, легко удаляется с платы. Однако у этого метода есть два недостатка. Во-первых, конечно, стоимость сушилки относительно высока, а во-вторых (и это самое главное), нагрев микросхемы до температуры, при которой плавится припой, может привести к выходу микросхемы из строя. Это особенно актуально для микроконтроллеров с «сохраненными» программами, которые должны быть сохранены. Конечно, вы можете провести феном за платой, чтобы прогреть ее, но для получения приемлемой температуры плавления необходимо нагреть заднюю часть платы с такой интенсивностью, чтобы стеклопластик начал обугливаться и дымиться. Он издает неприятный запах, от которого хочется как можно скорее выбросить доску из окна:).
 |
||
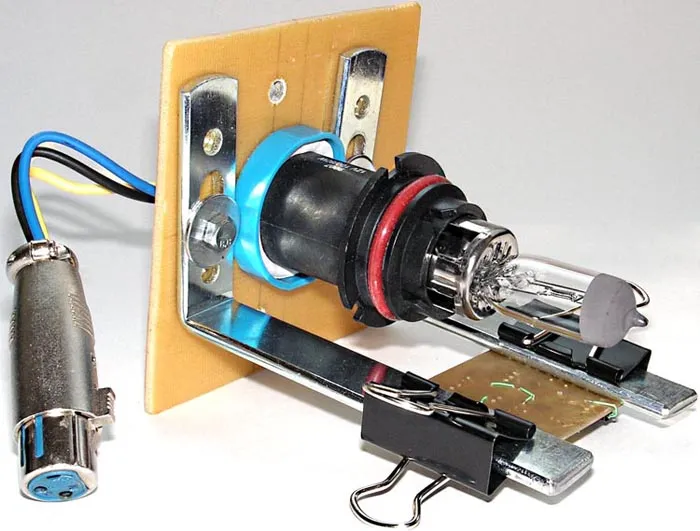
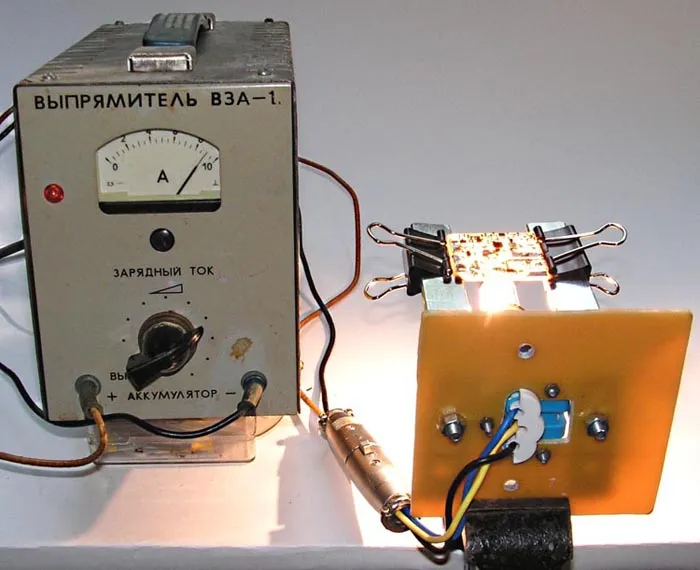
| Рисунок 1. | Конструкция устройства. | |
В данной статье представлен альтернативный метод нагрева обратной стороны платы инфракрасным излучением галогенной лампы. Задняя часть платы не только обгорает, но и не сильно нагревается, а припой со стороны чипа сильно нагревается, что позволяет легко снять чип с платы. Стоимость таких галогенных ламп на порядок (или два) ниже стоимости фена, а конструкция таких «обогревателей» очень проста и поэтому очень дешева. Конструкция, принцип действия и результаты работы устройства описаны ниже.
Конструкция и работа устройства
Основа конструкции представляет собой стеклопластиковую плиту толщиной 4 мм с двумя навесными уголками 120 x 55 x 17 x 3,5 мм, скрепленными между собой винтами и гайками M5 (рис. 1). Писатель использовал галогенные лампы Hagne 12 В 100/80 Вт (двухсторонние) на базе HB5 (рис. 2). Основание лампы оснащено соответствующим звеном («наконечником»). Он ввинчен в стеклянную пластину тремя винтами и утопленной гайкой M2.5. Для этого в торце разъема были просверлены три соответствующих отверстия, а в пластине разъема было вырезано окно, которое также открывало три отверстия (рис. 3). Доска, с которой снимается стружка, крепится к углу с помощью обычных канцелярских крепежей. В качестве БП автор использовал зарядное устройство для автомобильного аккумулятора с максимальным током 10 А. Лампа подключается к источнику питания через два 3-контактных гнезда XLR (мама и папа). Две катушки лампы соединены параллельно (для простоты схема не показана). Измеренное напряжение в лампе составило 11,4 В для двух катушек при 9 А. Мощность была чуть больше 100 Вт (нетрудно подсчитать). Это означает, что лампа работает почти на половину тока (согласно спецификации, максимальная мощность лампы с двумя работающими катушками составляет 180 Вт). Дальнейшее увеличение мощности не является необходимым по трем причинам. Во-первых, функция полусвета значительно продлевает срок службы лампы, во-вторых, блок питания имеет защиту 10 А. Если включить блок питания, когда спираль еще холодная, ток может превысить 10 А и защита может взорваться (что, безусловно, нежелательно), в-третьих, температура нагрева не настолько высока, чтобы привести к выходу платы из строя. достаточно высокой, чтобы расплавить клей на обратной стороне, и достаточно низкой, чтобы предотвратить легкое удаление чипов и нагревающейся стороны платы. На самом деле, он не только не горит, но и не очень теплый. (Стеклянные плиты пропускают инфракрасное излучение, а детали задерживают его. Таким образом, они поглощают его и, конечно, сильно нагреваются?) Картон не выделяет запахов при нагревании таким способом. Если расстояние между платой и лампой составляет 15-17 мм, этого достаточно для нагрева в течение 3-4 минут, и микросхемы можно легко удалить обычным пинцетом.
 |
||
| Рисунок 2. | Примененная лампа. | |
Обратите внимание, что применение галогенных ламп было «скопировано» автором в Интернет 1. В 1, однако, нагрев осуществляется со стороны наконечника. Сама лампа со своим «абажуром» закрывает весь внешний вид и поэтому очень неудобна.
 |
||
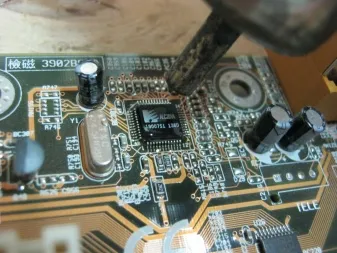
| Рисунок 3. | Устройство в работе. | |
Качественная паста образует крупные гладкие шарики, а дефекты распадаются на множество мелких шариков. Повышение температуры не помогает, и суставам становится хуже.
Особенности пайки
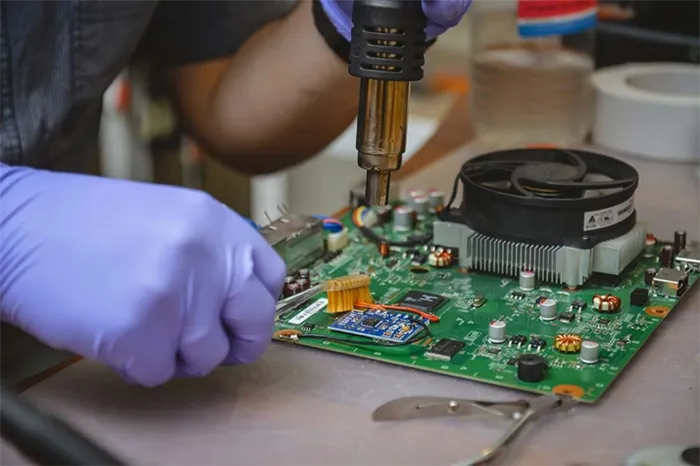
В настоящее время развитие электроники идет в направлении увеличения количества компонентов на печатных платах. Помимо очевидных преимуществ, достижения приводят к трудностям в ремонте из-за их очень компактных размеров. Это сильно затрудняет использование припоя, поэтому для размещения плоских компонентов, микросхем и конденсаторов CMD обычно используются специальные термопистолеты.
Тепловые пистолеты являются отдельными компонентами сварочной станции. Он нагревается до температуры 400-500°C и движется с определенной скоростью.

Поэтому при его использовании необходимо учитывать несколько особенностей.
- Температуру нагрева следует регулировать в зависимости от выполняемой работы, размера компонента и вида припоя.
- Скорость потока воздуха должна быть наименьшей, иначе при работе фен может сдуть соседние мелкие компоненты. Но от нее зависит скорость прогрева, поэтому ее нужно регулировать индивидуально.
- Фен комплектуется несколькими насадками, которые регулируют мощность воздушного потока. Правило простое – для мелких деталей лучше выбирать узкую насадку.
- При нагреве припой, закрепляющий соседние компоненты, может размягчиться. Тогда эти детали сдвинутся, нарушится контакт между ними, и плата будет работать некорректно. Во избежание этого их нужно экранировать фольгой или термоскотчем, чтобы они не нагрелись.
- Фен нужно держать строго перпендикулярно поверхности платы.
Поэтому проекты должны быть максимально ответственными.

Инструменты и материалы
Для склеивания печатных плат необходимо следующее.
- собственно, паяльная станция с феном и набором насадок;
- флюс (например, Interflux IF8001) – это весьма важный компонент, он обеспечивает хороший контакт элементов при сборке и дальнейшую работоспособность платы;
- паяльная паста;
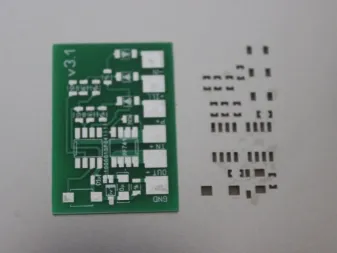
- трафарет для нанесения паяльной пасты на микросхему;
- легкоплавкие припои (например, сплав Вуда, сплав Розе), они помогут при выпаивании компонента с платы;
- средство для удаления лишнего припоя, это может быть шприц для отсоса или медная оплетка («косичка» из тонкой проволоки);
- пинцет или плоская отвертка;
- технический спирт для промывки соединения.

Эти наборы подбираются индивидуально для каждого мастера. Кроме того, для проверки сварочных соединений требуется высококачественное освещение и линзы.
Требуется абсолютная осторожность и терпение.
Технология
Процесс сварки состоит из трех основных частей Это удаление старого клея с платы, очистка платы от ненужного клея и установка новых аксессуаров. Давайте рассмотрим эти шаги по отдельности.
Демонтаж старых компонентов производится в определенном порядке.
- Перед снятием по краю корпуса микросхемы на плате нанесите риски, определяющие ее положение. Например, иголочкой аккуратно оставьте царапины. Достаточно отметить 2-е перпендикулярные стороны.
- Установите на паяльной станции температуру нагрева. Она должна быть 345–350 градусов. Скорость потока воздуха желательно выбрать наименьшую.
- Нанесите флюс на паяльный шов.
- Прогрейте место соединения детали с платой. Греть надо 3–5 минут, пока не расплавится припой (это сразу будет видно). Если он не плавится – повысьте температуру на 5 градусов.
- Греть нужно не только по центру компонента, а еще и по периметру микросхемы. Пройдитесь феном по всей длине паяльного шва.
- Когда припой расплавится, уберите старую деталь. Для этого подденьте ее пинцетом и поднимите вверх. Вместо пинцета можно использовать плоскую отвертку, но есть риск повреждения платы. Если деталь «не идет» – значит, припой не расплавился. Продолжите нагрев.

Важно: Поднимайте старый компонент строго вверх и не двигайте его в сторону. В противном случае расплавленный клей заблокирует соседние контакты и его будет трудно удалить.
Или, что еще хуже, дорожка отслоится от плиты, что еще больше затруднит ремонт.
Затем подготовьте контактные площадки платы.
- Расплавьте припой на месте контакта.
- Если есть шприц, удалите с его помощью лишний металл.
- Если шприца нет, воспользуйтесь медной оплеткой. Для этого минимально распушите ее, чтобы были видны поры. Далее обильно покройте ее флюсом, приложите к месту соединения и прогрейте феном или паяльником. Оплетка впитает в себя лишний металл. После этого остается отрезать ненужную ее часть.


Удалите все сварные швы с платы.
Затем приступайте к подготовке аксессуаров. Основная задача — наложить сварные швы на контакты в виде шариков одинакового размера (это называется повторением). Для этого используется трафарет.
Трафарет — это металлическая пластина с множеством отверстий, через которые вставляются принадлежности.
Чтобы использовать его, сделайте следующее
- закрепите радиокомпонент на трафарете специальной изолентой;
- с тыльной стороны шпателем нанесите паяльную пасту;
- установите температуру нагрева 300 градусов;
- прогрейте деталь вместе с трафаретом, а когда появится характерный блеск, то отключите нагрев;
- дайте полностью остыть компоненту;
- уберите изоленту;
- включите нагрев 150 градусов, прогрейте деталь и аккуратно освободите ее из трафарета.
Интересное предложение от производителя — сварочная паста или пыль. Это тонкий сварной шов, в который добавляется влажный поток для придания ему вязкости. В результате получается очень липкий, клейкий материал, который можно сваривать без предварительного склеивания. Нанесите пасту на контакты и нагревательные элементы.
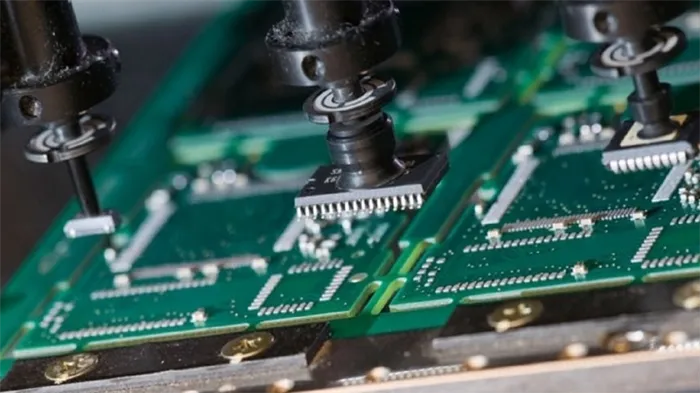
Особенности работы с микросхемами BGA
При сварке чипов BGA выбирается тот же диапазон температур, 345-350°C, с умеренным давлением воздуха, чтобы избежать «соседнего» обжига. Во время работы паяльник следует держать под углом 90° к плате. Не нагревайте только в центре, чтобы избежать разрушения стружки. Он должен нагреваться вокруг монтажного элемента.
Через 1-3 минуты чип можно аккуратно снять с платы пинцетом. Если обломок не втягивается, приклеивание по-прежнему затруднено. Во избежание разрушения проводящего корня платы нагрев следует продолжать, повышая температуру на 5°C с помощью фена.
Подогрев снизу

Эта техника не только помогает сварочному фену, но и повышает удобство сварки.
Плата затягивается, настраивается на 200°C и нагревается в течение 5 минут, после чего работа начинается должным образом.
Для защиты прилегающих элементов можно использовать термоленту.
После удаления микросхем контакты зачищаются вышеупомянутой косой. Та же процедура применяется к доске.
Во избежание повреждения схемы все действия должны выполняться аккуратно. Если медной оплетки нет, клей можно удалить с помощью тонкого носика.
Процедура реболлинга
Для повторного боллинга наконечник помещается в трафарет и закрепляется специальной моторизованной лентой. Сварочная паста наносится на скол пальцем или ножом сзади. Затем функция температуры сушки настраивается примерно на 300°C и начинается нагрев. После того как сварочная паста расплавится, дайте сварному шву полностью остыть.
Чтобы снять трафарет с чипа, удалите нагревательную ленту и нагрейте трафарет примерно до 150°C. Возможно, не удастся сразу снять аксессуар с китайского трафарета, его придется аккуратно подсоединить.
Во время повторной сварки обломочного материала оценивается риск и обломок позиционируется необходимое количество раз, чтобы обеспечить правильное выравнивание пятки и шарика. Затем температура припоя устанавливается на 330-350 градусов Цельсия и нагревается до тех пор, пока расплавленный клей не позволит чипу стоять отдельно.
Сварочные станции — это необходимый инструмент для техников-электронщиков. К ним обычно прилагаются припой и фен. Как только вы научитесь ими пользоваться, почти любая сварка будет выглядеть забавно и не очень сложно.
Особенностью станции является контроль температуры. Важное правило, которое следует запомнить сразу, — избегать температур выше 400°C. Многие начинающие (и опытные) радиолюбители игнорируют это. Это важные цены на чипсы и плиты.
Сварка производится при температуре 180-230°C (свинецсодержащая сварка) или 180-250°C (свинцовая сварка). Это далеко не 400 °C Так почему же температура выше?
Вам не нужно калибровать станцию, но и не нужно находиться на станции самому (30 минут на пару led/non-lead board). Я написал рабочую температуру на палочке маркером.
Подогрев снизу
Эта техника не только помогает сварочному фену, но и повышает удобство сварки.
Плата затягивается, настраивается на 200°C и нагревается в течение 5 минут, после чего работа начинается должным образом.
Для защиты прилегающих элементов можно использовать термоленту.
После удаления микросхем контакты зачищаются вышеупомянутой косой. Та же процедура применяется к доске.
Во избежание повреждения схемы все действия должны выполняться аккуратно. Если медной оплетки нет, клей можно удалить с помощью тонкого носика.
Процедура реболлинга
Для повторного боллинга наконечник помещается в трафарет и закрепляется специальной моторизованной лентой. Сварочная паста наносится на скол пальцем или ножом сзади. Затем температурный режим сушилки устанавливается примерно на 300 °C и начинается нагрев. После того как сварочная паста расплавится, сварному шву дают полностью остыть.
Чтобы снять трафарет с чипа, удалите нагревательную ленту и нагрейте трафарет примерно до 150°C. Возможно, не удастся сразу снять аксессуар с китайского трафарета, его придется аккуратно подсоединить.
Во время повторной сварки обломочного материала оценивается риск и обломок позиционируется необходимое количество раз, чтобы обеспечить правильное выравнивание пятки и шарика. Затем температура припоя устанавливается на 330-350 градусов Цельсия и нагревается до тех пор, пока расплавленный клей не позволит чипу стоять отдельно.