Используйте опыт тех, кто уже знает, как делать это хорошо и как делать это плохо. Например, как сваривать аргоновый металл, чтобы он не окислялся, или как сваривать тонкий металл, потому что это дружественная операция, требующая осторожности.
Что такое аргонодуговая сварка, какова ее технология? Виды сварки в среде аргона
Разновидностью сварки является процедура, выполняемая с использованием защитного газа. Аргонодуговая сварка — это процесс сварки в защитном газе с медленной дугой.
Во многих случаях требуется сварка пластиковых материалов, которые невозможно соединить обычными методами сварки. Например, медь, алюминий и титан Газовая сварка может применяться для прочных нерастворимых структур в этих металлах.
Аргонодуговая сварка выполняется с использованием инертного газа — медленного. Поэтому этот процесс сварки так и называется.
Использование газов, например, в процессе медленного соединения компонентов, обусловлено необходимостью окисления при контакте с кислородом. Медленный на 38% тяжелее и плотнее воздуха покрывает свариваемую зону, препятствуя доступу кислорода к сварочной поверхности.
Воздействие кислорода может серьезно повлиять на качество сварного шва и вызвать воспламенение алюминия. По этой причине используется Slow.
Помимо Slow, другие газы используются для сварки дуги и создания изолирующей среды. Это солнечный, активный азот, водород и углекислый газ.
ГОСТы
При использовании данного метода необходимо соблюдать следующие правовые нормы и стандарты
- ГОСТ 5.917-71. Горелки ручные для аргонодуговой сварки;
- ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные;
- ГОСТ 18130-79. Полуавтоматы для дуговой сварки плавящимся электродом;
- ГОСТ 14806-80. Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры;
- ГОСТ 2246-70. Проволока стальная сварочная. ТУ;
- ГОСТ 23949-80. Электроды вольфрамовые сварочные неплавящиеся;
- ГОСТ 10157-79. Аргон газообразный и жидкий. ТУ;
- ГОСТ 7871-75. Проволока сварочная из алюминия и алюминиевых сплавов;
- ГОСТ 13821-77. Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки.
Виды аргоновой сварки
Существует несколько видов грубой сварки. Он может быть осуществлен следующими способами
Сортировка основана на степени автоматизации плюс тип используемого электрода.
Электродами могут быть как пожарные, так и не пожарные огнетушители. Примером современного электрода является высокоплавкая вольфрамовая проволока, которая используется для соединения компонентов, даже если они из одинакового материала. Графит используется не так часто.
Электроды выпускаются различных диаметров и материалов для сварки различных металлов.
Поэтому существуют различия между разными типами бросковой сварки, такими как
- Ручная – с использованием неплавящегося электрода (этот вид маркируется как РАД).
- Автоматическая – с использованием неплавящихся электродов (маркируется как ААД).
- Автоматическая – с использованием плавящихся электродов (маркировка – ААДП).
Два наиболее распространенных метода сварки сегодня — это AAD и RAD.
Плавящиеся электроды можно использовать только в автоматическом режиме. Для этого используются специальные агрегаты и приспособления. Это сварочные специальные камины, оснащенные электродвигателем, который перемещает проволоку от катушки. Плавящиеся электроды одновременно используются для зажигания и выступают в качестве сварочного материала. В процессе зажигания проволока плавится, обеспечивая массу для сварки.
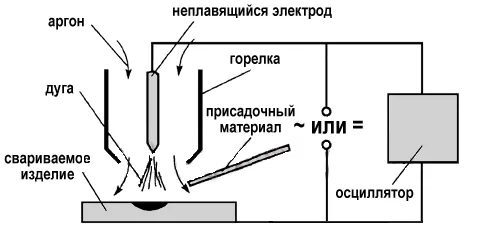
Схема дуговой сварки по графику
Автоматическая дуговая сварка в основном используется только на различных промышленных предприятиях (особенно для производства металлоконструкций, для сварки в определенных условиях и условиях сборки меди), из-за высокой стоимости автоматов и сложности наладки. Гораздо проще сваривать некоторые аксессуары вручную, но при высокой производительности без оборудования не обойтись.
Низкие цены — основная причина, по которой они так широко используются в сварке, поскольку другие защитные газы могут быть дешевле.
Чтобы начать работать
Для медленной сварки требуется источник энергии, его компоненты, горелка tig, кабельная масса, редуктор давления, газовый баллон, заправочная планка, сварочная маска и перчатки.
Компоненты для сварки зависят от каждого вида работ.
- Источников существует большое количество, начиная от самых простых и заканчивая довольно сложно устроенными аппаратами. Но для того, чтобы научиться варить и получить первые навыки достаточно приобрести инвертор ММА постоянного тока с функцией TiG. Чем он будет отличаться от тех, которые такой функции не имеют? Возможностью понизить выходное напряжение для TIG, тогда как ручная сварка выполняется на более высоком напряжении. Такой вариант подойдет для обучения и неответственных работ по нержавейке, углеродистой и низколегированной стали, латуни и меди.
- Для полноценной сварки в аппарате необходимо присутствие двух функций. Это :
- бесконтактный поджиг
- заварка кратера.
- Если вы хотите варить алюминий, магний, титан, вам нужно приобрести более серьезный инвертор, который кроме работы на постоянке, предоставит возможность переключиться на переменный ток.
- В последнее время появились инверторы, которые помимо прочих стандартных функций оснащены дополнительными, что облегчает работу с разнотолщинными деталями в разных пространственных положениях. Например, пульсовый режим. Но нужно заметить, что правильно им пользоваться и производить корректные настройки могут только сварщики с большим опытом.
Среда защитного газа
Единственный газ, используемый при дуговой сварке, — это инертный газ. Либо медленный, либо солнечный, но почти в 100% случаев используется медленный. Солнце очень редко используется в промышленных приложениях, иногда используется смесь медленного и солнечного. Часто возникает вопрос о том, можно ли использовать смесь этих двух веществ с углекислым газом. Ответ — нет, так как вольфрам реагирует на окислительную среду и начинает плавиться. Давление/расход газа, если редуктор давления оснащен ротаметром 5-8 л/мин. Если редуктор давления не оснащен круглым счетчиком, манометр должен показывать приблизительно 0,2 бар.
Очень важная часть сварочной операции. Вольфрамовый элемент был выбран не случайно, поскольку он наиболее устойчив при воспламенении лучины между электродом и деталью. Углерод, который не является металлом, имеет более высокую температуру плавления. Вольфрам выдерживает высокие температуры и не плавится. Существует множество степеней вольфрамовых электродов. Все они распознаются по цветовому коду. Существуют общие электроды для сварки на постоянном и переменном токе и электроды только для сварки на переменном или постоянном токе. Например, для сварки переменным током существуют специальные электроды, у которых верхняя нефункциональная часть окрашена в зеленый цвет. Это означает, что они изготовлены из чистого вольфрама. Они не используются при сварке на постоянном токе, поскольку их трудно затачивать. Существуют электроды с добавлением других компонентов, например, лантана или хрома. Добавленные ингредиенты сжимают электрод и сохраняют его форму во время работы. Они бывают голубыми, белыми, серыми, желтыми и золотыми. Ланканум добавляется в серый и синий электроды, но в разных пропорциях.
Электроды непрерывного тока имеют только красный цвет, поэтому их добавляют, чтобы они были как можно более стабильными. Помните, что торий радиоактивен, и при его окислении необходимо соблюдать правила безопасности. Необходимо организовать вытяжки, удаляющие радиоактивную пыль. В качестве альтернативы, если нет возможности организовать такую вытяжку, можно использовать специальный заточной станок.
Имеются электроды диаметром Ø1 мм, Ø1,6 мм, Ø2 мм, Ø3,2 мм и макс. Ø4 мм. Каждый из них работает с определенным потоком сварки.
| Электрод, мм | Ток, А |
| 1 | до 50 |
| 1,6 | до 100 |
| 2/2,4 | до 200 |
| 4мм | свыше 300А |
По заточке электродов
Существуют определенные требования к тому, как правильно выдерживать определенный угол и направление, но многие люди «на глаз» определяют, насколько острой должна быть игла. Это делается для того, чтобы лук был максимально сфокусирован на небольшой части озера сварного шва. Если его не заточить, носовая часть образует очень большой диаметр, и приток тепла будет недостаточным.
Для сварки переменным током электрод также необходимо уменьшить, но так, чтобы он больше нагревался, а кромки были слегка тупыми, так как наблюдается остаточное плавление. Это не проблема, поскольку процесс сварки не так сложен, как может показаться.
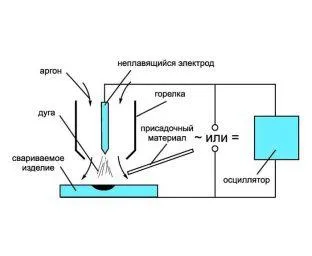
Аргонодуговая сварка (TIG) выполняется неплавящимся вольфрамовым электродом в среде инертного газа. Основой процедуры является наличие сильной электрической (носовой) связи между вольфрамом, деталью и зоной сварки.
Особенности аргонной сварки
Электродуговая сварка становится все более популярной, особенно в последние годы, среди опытных сварщиков и широкой публики, в основном благодаря своей доступности. Если существование оборудования для сварки аргоном было привилегией специализированных отраслей, то сегодня приобрести такой сварочный аппарат и баллон с аргоном в нем не так уж сложно. Однако легкая доступность оборудования создает небольшую проблему в этом вопросе. Как правильно сваривать аргоном.
Отметим, что основным критерием важности аргонной сварки является ее применение, или способность соединять различные металлы, в отличие от других видов сварки. Такие как:.
- нержавеющие и высоколегированные стали,
- серый чугун,
- алюминий,
- титан,
- медь и ее сплавы.
И это далеко не полный перечень материалов, но это практически невозможно при обычной электродуговой или ацетиленовой газовой сварке.
Еще одним ключевым преимуществом аргонодуговой сварки является качество сварного шва. Это практически невозможно при других видах сварки.
Как правильно варить аргоном
Новичкам и любителям следует сразу отметить, что аргонная сварка — очень сложный технический процесс и требует не только твердых знаний в области металлургии, но и специальных навыков и опыта сварки. Кроме того, учитывая значительную стоимость самого газа аргона, лучше всего начать обучение и попробовать на практике сварку различных компонентов, например, нержавеющей стали. Помимо просмотра видео по сварке аргоном в виде курсов для начинающих, вы можете начать сварку цветных металлов и их различных сплавов, просто приобретя достаточный опыт и теоретические знания.
Аргонная сварка — это своего рода симбиоз технологий дуговой и газопламенной сварки, но есть существенные технические различия. Например, газовая среда работает медленнее: газовая среда дороже.
- с одной стороны, способствует формированию и поддержанию токопроводящей плазмы, что значительно облегчает как розжиг электродуги, так и способствует более быстрому прогреву и расплавлению кромок свариваемых соединений, тем самым обеспечивая формирование качественного шва;
- с другой стороны, постоянный поток газа охлаждает сварочный шов, не позволяя образоваться различным температурным деформациям в виде трещин и пор, что также способствует качеству сварки.
Технология аргоновой сварки имеет специфические особенности и требует обучения для применения на практике. Несколько основных советов, которые необходимо знать и применять при ручной сварке аргоном
- Проведение аргонодуговой сварки требует тщательной подготовки поверхности, то есть края заготовок необходимо механически до блеска зачистить от окислов и остатков грязи с помощью напильника или наждачной бумаги. А также не помешает дополнительно обработать поверхность химическим способом, смазав место будущей сварки специальной паяльной кислотой или предварительно ее обезжирив любым видом растворителя.
- Обязательно перед началом выполнения сварочных работ надо выставить, согласно технологической карте, режимы сварочного тока, интенсивность подачи сварочной проволоки и расход потока инертного газа в строгом соответствии с видом, толщиной и материалом свариваемых изделий.
- Подачу инертного газа нужно отрегулировать так, чтобы аргон подавался к месту сварки на 20 секунд раньше, чем зажигается электродуга, а прекращалась его подача не ранее 10 секунд после завершения процесса сварки.
- Для исключения контакта свариваемого металла с содержащимся в естественной атмосфере активным кислородом необходимо, чтобы сварочная проволока и неплавящийся электрод постоянно находился в защитной зоне аргоновой среды.
- Подачу присадочной проволоки следует производить под углом к неплавящемуся электроду и сварочной ванне перед горелкой, стараясь избегать различных поперечных движений, что позволит обеспечить более качественный сварочный шов.
- Стараться производить колебания горелкой, направленные вдоль оси сварочной ванны, не совершая лишних поперечных движений, что позволит сформировать более узкую полосу сварочного шва.
- По окончании сварочных работ необходимо производить заваривание кратера при пониженной силе тока путем его регулировки ручкой реостата. Ни в коем случае не стоит прекращать сварной шов резким обрывом электродуги сразу отводя горелку в сторону, так как это резко понизит его качество.
- Сварочную проволоку или неплавящийся электрод рекомендуется располагать ближе к сварочной ванне, поддерживая по возможности минимальное расстояние между ними. Уменьшение или увеличение длины дуги напрямую определяет глубину плавления краев свариваемых металлов и значительно влияет на ширину сварного шва.
Рекомендации по выбору оборудования
- MAG или Metal Inert Gas, что представляет собой вид электродуговой сварки, которая осуществляется за счет плавления металлической проволоки в защитной среде аргона или другого инертного газа, как правило, при ее автоматической подаче;
- TIG или Tungsten Insert Gas, что подразумевает дуговую электросварку с помощью неплавящегося вольфрамового электрода также в защитной среде аргона, но при необходимости с ручной подачей присадочной проволоки.

Сварочное оборудование для сырой сварки MAG и TIG имеет несколько конструктивных отличий, которые определяются техническими характеристиками.
Поэтому аргонодуговая сварка MAG выполняется с использованием сварочной проволоки, которая автоматически подается механическим подающим механизмом, расположенным внутри сварочного аппарата. В этом случае сварочная проволока выглядит следующим образом.
- служит проводником сварочного тока;
- поддерживает электродугу, являясь электродом;
- служит материалом для наплавления и соединения металла.
Оборудование для сварки сырой нефти TIG работает с нерасходуемыми электродами из тугоплавкого вольфрама. Здесь для поддержания дуги подается сварочный ток. Однако в этом случае сварка TIG может соединять детали только путем расплавления металла свариваемых деталей, если позволяет толщина. Если необходимо добавить присадочный материал, как при сварке MAG, используется специальная присадочная проволока, которая подается к месту сварки вручную.
Поэтому основное различие между сварочным оборудованием MAG и TIG заключается в оснащении основного рабочего органа (специальная горелка и соединительная муфта).
При сварке MAG аргон и сварочная проволока автоматически подаются в трубу, и сварочный ток проходит через трубу.
При сварке TIG изолированный шланг состоит не только из защитного газового шланга, но и из силовой сетки или силового кабеля, по которому сварочный ток подводится к горелке, имеющей корпус для крепления вольфрамового электрода.
Сегодня на рынке не только легко найти отличные и недорогие сварочные двигатели для технологии медленной магии или сварки tig, но и можно найти комбинации оборудования для работы с этими двумя технологиями по чуть более высоким ценам для завершения операции.
Например, за относительно невысокую цену вы можете приобрести инвертор искры для собственного использования. Например, ассортимент полуавтоматических сварочных аппаратов multialk предназначен для высококачественной и комфортной сварки по трем наиболее популярным технологиям MMA, MIG и TIG.
Если у вас есть уникальный опыт работы с сырой сваркой, пожалуйста, поделитесь им в контексте ваших комментариев.
Это очень сложная задача, но этот газ значительно облегчает ее. Как и у любого грубого метода сварки, здесь есть свои преимущества и недостатки. Кроме того, если требуются приемлемые результаты, необходимо строго следовать технологии.
Настройка аргонового аппарата
Сначала подача газа регулируется по манометру, расположенному ближе всего к шлангу, в диапазоне 6-12 литров в минуту. При работе в помещении цена корректируется в 1,5 раза меньше, чем на открытом воздухе. Чрезмерный поток создает турбулентный вихрь, который смешивает газ и воздух, тем самым снижая защиту зоны сварки.
В зависимости от толщины детали, текущее расположение машины для грубой сварки определяется таблицей.