- Какой газ необходим для сварки полуавтоматом черного металла?
- Влияние на процесс
- Критерии выбора газа или смеси для полуавтомата
- Технология сварки в полуавтоматическом режиме
- Особенности выполнения сварки под газом
- Гелий для сварки
- Газы, дополняющие сварочные смеси
- Как правильно подобрать
- Характеристики
- Особенности сварочных процессов
- Преимущества и недостатки газовой среды
- Самостоятельное смешивание газов
- Газ для сварки полуавтоматом
Инерционный защитный газ не плавится и не вступает в реакцию с нагретым металлом. Используется для сварки магния, титана и алюминия. Например, азотный, медленный, солнечный.
Какой газ необходим для сварки полуавтоматом черного металла?
Качество сварного соединения зависит не только от профессиональных навыков работников, но и от условий работы. Идеальный сварной шов требует взаимодействия между присадочным материалом и электродом без дополнительных элементов окружающей среды. При автоматической сварке эту функцию выполняет поток электрода. Роль человека ограничивается выбором направления дуги и регулировкой силы тока.
Полуавтоматические функции дают больше свободы. Поскольку сварочная проволока не имеет покрытия, степень заполнения присадочного материала регулируется вручную, а работа ведется в среде защитного газа. Поэтому полуавтоматическая работа более требовательна к квалификации сварщика, когда необходимые навыки обеспечивают более высокое качество сварки, чем автоматические функции. В этом заключается разница между автоматической и полуавтоматической сваркой.
Влияние на процесс
Газы для полуавтоматической сварки предназначены для защиты зоны сварки от внешних воздействий. Он также оказывает положительное влияние на чистоту сварного шва за счет снижения содержания шлака и уменьшения вероятности образования трещин за счет увеличения скорости и глубины проплавления.
Все сварочные провода, за исключением самозащитных проводов, требуют использования защитного газа. Полуавтоматические машины — это оборудование опытных операторов. Он используется для выполнения тонких соединений цветных и черных металлов, ремонта кузовов автомобилей и соединений промышленных данных с тонкими стенками. Ниже описаны типы газов, необходимых для сварки полуавтоматами.

Новичкам бывает трудно подобрать бутылки, необходимые для полуавтомата, не говоря уже о газовой смеси. Опытные эксперты рекомендуют обращать внимание на температурные пределы и количество тепла, выделяемого при сгорании газа. Сравнительные характеристики сварочных газов находятся в свободном доступе.
При покупке газа для длительного хранения рекомендуется выбирать сборную промышленную смесь. Не пытайтесь составить газ самостоятельно — это небезопасно!
Сварка в среде защитного газа имеет следующие особенности, требующие внимания
- Параметры работ. Подбираются индивидуально для каждой конкретной ситуации. Получить качественное соединение возможно только при условии грамотного сочетания следующих параметров: мощность, тип проволоки, скорость подачи, расход газа.
- Температурный режим. Рабочая плоскость металла нагревается и охлаждается длительный промежуток времени. При соединении некоторых типов поверхности, например, стальных или медных, возможно регулировать температурный режим, путем изменения угла наклона дуги.
- Выбор газа. Существует два способа выполнения работ. В первом случае необходимо использовать углекислоту без добавления каких-либо примесей. Второй вариант – применения различных смесей на базе аргона или других инертных элементов.
- Характер работ. Основное предназначение баллонов – стационарная работа в условиях мастерской. Использование резервуаров с высоким давлением на открытой местности сопряжено с определенными неудобствами.

Баллон с углекислым газом и схема подключения к газовой сети.
Технология использования двуокиси углерода практически не отличается от других газовых смесей. Самое главное, необходимо соблюдать требования к процессу.
Углекислый газ подходит для сварки толстых металлов. В этом случае вы должны быть готовы плеваться во время сварки. Работу можно выполнять только с небольшим луком. Газ используется для сварки в магазинах и полуавтоматической MAG-сварки в коротких луках силикатной проволокой. Он продается в черных роликах с желтой надписью.
Критерии выбора газа или смеси для полуавтомата
При выборе смеси или технически однородной среды следует учитывать следующие критерии: тип материала, из которого изготовлен пирог, толщина шва, диаметр проволоки.
В целом, выбор сварочной смеси заключается в изучении таблицы, содержащей рекомендуемый состав для каждого металла или сплава, с учетом глубины ванной комнаты и других особенностей.
Кроме того, опытная электроскопия исследует «бонусный» эффект от наличия конкретной среды. Например, газ CO2 полезен для сварки швов на голове, поскольку он обеспечивает минимальное заполнение заполняемого металла (электрода). В этом случае CO2 предотвращает контакт сварщика с каплями расплавленного металла.
Технология сварки в полуавтоматическом режиме
Принцип работы сварочных полуавтоматов основан на хорошо контролируемом электродуговом процессе. Разность потенциалов между электродом и изделием создает электрическую дугу, достаточно теплую, чтобы расплавить металл для наплавки и сварки. Затвердевший металлический наполнитель вступает в контакт с металлом детали на индивидуальном уровне и образует сварной шов с прочностью до 90% от прочности этого основного материала.
Однако полуавтоматические машины имеют свои уникальные характеристики. Сначала электродная проволока подается в зону сварочного озера непрерывным потоком через токопроводящее сопло. Поток наполняющего металла можно регулировать вручную, нажав кнопку питания. Во-вторых, вместо классического «твердого» потока, который образует облако газа во время горения лука, полуавтоматы используют газовую смесь или технические чистые средства. Подача газа осуществляется непрерывно как до, так и после дуги.
Это уменьшает количество питсилианов, стабилизирует параметры ARC, повышает эффективность сварки шва и снижает общую интенсивность соответствующего сварочного процесса.
Особенности выполнения сварки под газом
Методы полуавтоматической сварки не сильно отличаются от классических технологий сварочных аппаратов. Полуавтоматы могут использоваться для сварки горизонтальных и вертикальных швов, сварки фрагментов, сварки закрытий, сварных швов и швов покрытия.
Способ формирования швов на сварочных полуавтоматах не отличается от классического метода, используемого на оборудовании ММА. Температурные режимы и интенсивность сварки регулируются в соответствии с общепринятыми стандартами, исходя из толщины соединения и диаметра электрода.

Единственной особенностью процесса полуавтоматической газовой сварки является простота соединения мелких деталей. Поэтому полуавтомат в основном используется при ремонте кузова и сборке тонких металлических конструкций.
При одновременном использовании многих валиков состав сварочной смеси не является идеальным. При изготовлении собственной газовой смеси невозможно достичь десятых долей. Потребление природного газа и присадок, безусловно, возрастет.
Гелий для сварки
Солнце — это защитный газ без запаха, вкуса и цвета. Солнце используется при сварке. Этот газ также подходит для сварки воздушных поверхностей. Во время этой процедуры получается широкий сварной шов с влажной кромкой.
Солярка часто используется в дополнение к аргону. Он подходит для соединения магниевых и алюминиевых сплавов, а также для соединения реакционноспособных и химически чистых металлов. Этот газ выпускается в коричневых бутылках с белой надписью.

Углекислый газ подходит для сварки толстых металлов. В этом случае вы должны быть готовы плеваться во время сварки. Работу можно выполнять только с небольшим луком. Газ используется для сварки в магазинах и полуавтоматической MAG-сварки в коротких луках силикатной проволокой. Он продается в черных роликах с желтой надписью.
Газы, дополняющие сварочные смеси
Эти сварочные газы улучшают сварку и уменьшают разбрызгивание металла.

Для сварки mig mag в качестве дополнительного компонента используется кислород. Его можно использовать для широкой сварки, но проплавление металла не является критическим.
Водород используется в соединении нержавеющей стали Osterite. В ходе этого процесса образуется широкий сварной шов с глубоким проплавлением.
Азот защищает сварной шов от ржавчины лучше, чем защитная оболочка.

Важно выбрать соответствующий защитный газ. От этого напрямую зависит качество и геометрия сварного шва, а также качество сварного соединения. Это поможет исправить все последние дефекты и облегчит обработку сварного шва.
Кислород может негативно повлиять на сварочные озера и снизить коррозионную стойкость. Кроме того, это снижает прочностные характеристики сварного шва.
Как правильно подобрать

При выборе сварочных материалов следует учитывать характеристики газа. Ключевой характеристикой газов является тепло, выделяемое при сгорании.
Температура рабочего места зависит от этой характеристики и должна рассматриваться в первую очередь.
Разные газы обладают разными свойствами, и список этих свойств можно найти в открытом доступе, такие таблицы очень широко распространены в интернете.
Необходимо также учитывать время и условия хранения. Если предполагается длительное хранение, забудьте о способе производства газогенератора и используйте только готовый к использованию газ.
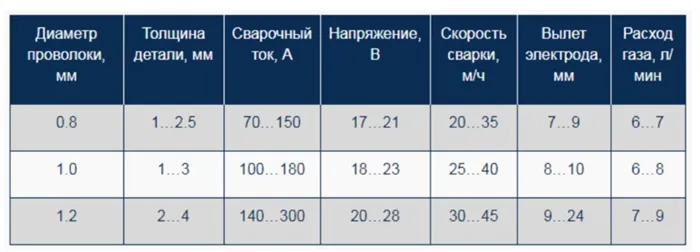
Характеристики

Это сварочные столы. Он содержит данные для сварки в углекислом газе, но эти данные можно использовать и для смешанной сварки. Серьезных технических различий нет.
При выполнении сварочных работ важно обращать внимание на правила безопасности. Перед сваркой все машины и оборудование должны быть проверены на работоспособность.
В частности, силовые клапаны должны быть тщательно проверены. Сварочные баллоны должны быть полностью заполнены газом.
Особенности сварочных процессов
Не существует единого метода газовой сварки. Важно, чтобы выход сварочного аппарата был правильно отрегулирован.
Необходимо учитывать коэффициент нагрева. Учитывая этот фактор, важно следить за температурой пламени. Это особенно важно при сварке титановых или стальных деталей.
Температура зависит от угла наклона пламени и его положения.
Если во время сварки нет необходимости двигаться, то правильным выбором будет баллон под давлением.
Цилиндры низкого давления обычно используются в процессах, где важна мобильность, например, при кузовных работах и сварке труб.
Существуют строгие критерии для использования проволоки для полуавтоматической сварки. В этих задачах обычно используются проволоки, содержащие кремний и марганец.
Необходимо следить за тем, чтобы вести проволоку одновременно с газом, чтобы снизить риск воздействия кислорода на качество сварного шва.
Необходимо учитывать коэффициент нагрева. Учитывая этот фактор, важно следить за температурой пламени. Это особенно важно при сварке титановых или стальных деталей.
Преимущества и недостатки газовой среды
Преимущества процесса полуавтоматической сварки в газовой среде включают.
- Нет необходимости покупать дорогое оборудование.
- Можно сваривать оцинкованные изделия, не повреждая при этом покрытие.
- Оператор видит результат по ходу работы, т. к. шлак не перекрывает соединение.
- Можно сваривать тонкие стальные листы толщиной менее 1 мм.

Недостатком является интенсивное излучение от лука, что накладывает на лицо маску.
Солярка часто используется в дополнение к аргону. Он подходит для соединения магниевых и алюминиевых сплавов, а также для соединения реакционноспособных и химически чистых металлов. Этот газ выпускается в коричневых бутылках с белой надписью.
Самостоятельное смешивание газов
Теоретически смесь может быть приготовлена непосредственно на рабочем месте и на специальных сварочных станциях, т.е. устройствах, контролирующих поступление поштучных компонентов из каждого баллона. Состав газовой смеси, подаваемой на рабочее место сварщика, регулируется в зависимости от адаптации радиаторов через разлагатель.
При одновременном использовании многих валиков состав сварочной смеси не является идеальным. При изготовлении собственной газовой смеси невозможно достичь десятых долей. Потребление природного газа и присадок, безусловно, возрастет.
Защитные газы являются идеальной смесью для термической обработки металлов. Готовые смеси можно заказать у специализированных поставщиков или непосредственно у производителя.
Единственной особенностью процесса полуавтоматической газовой сварки является простота соединения мелких деталей. Поэтому полуавтомат в основном используется при ремонте кузова и сборке тонких металлических конструкций.
Газ для сварки полуавтоматом
Сварочные полуавтоматы работают в основном с неэкранированной проволокой в отличие от электродов. Однако в этом случае сварочное озеро подвергается негативному воздействию атмосферного кислорода. В результате качество сварного шва значительно снижается, а соединение становится крайне нестабильным. Чтобы изолировать бассейн от всего потенциально опасного, необходимо использовать полуавтоматические сварочные газы. Несмотря на более высокую стоимость, они оказались гораздо более эффективными, чем корпуса электродов. Хотя стоимость процесса сварки оказывается выше, газ позволяет работать практически со всеми металлами и фрагментами любой толщины.

Углекислый газ для ручной сварки
Область применения
Защитные газы для полуавтоматической сварки используются во многих областях. За исключением использования самозащитной проволоки, процессы полуавтоматической сварки не могут выполняться без нее. Использование полуавтоматов относится к узкоспециализированным задачам и поэтому чаще используется профессионалами. Газы используются в мастерских по ремонту станков и автомобилей. Они часто используются при сборке конструкций из цветных металлов. Почти все производства, требующие металлообработки, оснащены полуавтоматическими двигателями, которые работают в газозащитной среде. Специальной ссылки на модель самой машины нет.
Виды сварочных газов
При выборе газов, необходимых для сварки в полуавтоматах, необходимо знать их свойства. То же самое относится и к сварочной смеси для полуавтоматических двигателей.
- Ацетилен является одним из самых распространенных видов. Высокую популярность он заслужил благодаря самой высокой температуре горения среди остальных субстанций для сварки. Ацетилен можно получить благодаря взаимодействию карбида кальция и воды. Карбид кальция даже поглощает ту влагу, которая находится в атмосфере, поэтому, для хранения требуется применять особые меры безопасности. Для получения данного газа часто используются ацетиленовые генераторы. Вещество легче воздуха, не имеет цвета, но обладает резким специфическим запахом. Благодаря высокой температуре горения его нередко используют для резки металла.
- Водород также не имеет цвета, но и ничем не пахнет. Он относится к сильно взрывоопасным газам, так как при смешивании с воздухом или чистым кислородом получается гремучий газ. Давление для баллонов с водородом не должно превышать 15 МПа по технике безопасности. Для получения водорода применяются специальные генераторы. Также этого можно достичь благодаря синтезу воды, когда происходит разделение водорода и кислорода.
- Коксовый газ является бесцветным. Его выделяет резкий специфический запах сероводорода. Он является своеобразным побочным продуктом, который получается при добыче кокса, который получается из каменного угля. Транспортировать его можно даже через трубопровод, так как это относительно безопасная субстанция.
- Природный газ, к которому относится пропан, бутан и метан, также используется для сварки. Это относительно недорогие и распространенные варианты, предназначенные для выполнения большинства сварочных процедур. Здесь не возникает проблем с хранением и транспортировкой. Местом добычи являются газовые месторождения
- Пиролизный газ появляется во время распада нефти и различных продуктов, в состав которых она входит. Субстанция вызывает коррозию на мундштуках в горелках, что приводит к их негодному состоянию. Перед непосредственным использованием газ предварительно очищают. Его используют не только для сварки, но и для резки металлических изделий.