- Как варить нержавейку в домашних условиях
- Ручная и полуавтоматическая сварка нержавейки в среде аргона (AC/DC TIG, MIG)
- Другие технологии сварки нержавеющей стали
- Способы
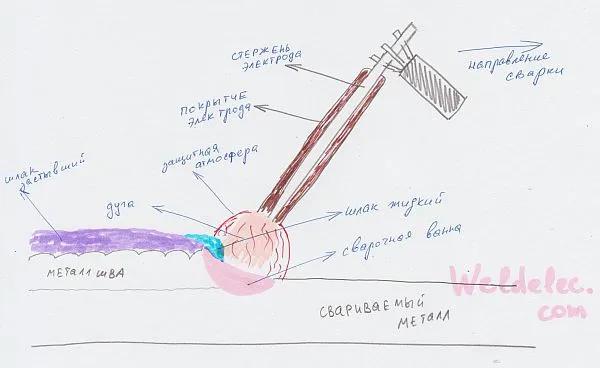
- Ручная дуговая сварка покрытыми электродами
- Видео
- Вольфрамовыми электродами
- Видео
- Полуавтоматическая сварка в аргоне
- В домашних условиях
- Видео
- Технология сварки обычным электродом
- Завершающий этап
Во-первых, о том, можно ли сваривать сплавы как черные металлы. Да, MMA и TIGMIG доступны. Однако при сварке нержавеющей стали необходимо учитывать некоторые специфические свойства сплава.
Как варить нержавейку в домашних условиях

Сварка изделий из нержавеющей стали является технически сложной задачей и не может быть выполнена качественно без учета физических свойств и химического состава материала. Такой подход является единственно правильным способом выполнения работы и позволяет создать наиболее надежные и качественные соединения.
Основная проблема, возникающая при сварке нержавеющей стали, связана с тем, что этот материал относится к группе высоколегированных сплавов и поэтому содержит множество различных элементов, определяющих его основные свойства. Например, в нем содержатся такие соединения, как хром. Его доля в сплавах может достигать 12-30%. Хром и другие элементы (молибден, марганец, титан, никель) в составе нержавеющей стали обеспечивают металлу антикоррозийные свойства. В то же время, однако, она приобретает определенные свойства, которые влияют на нержавеющую сталь и ее свариваемость.
Поэтому при сварке нержавеющей стали необходимо учитывать специфические свойства этого материала.
- Высокий коэффициент линейного расширения. Из-за этой особенности во время сваривания деталей из нержавейки они неизбежно подвергаются значительной деформации. Иногда вызванное этим свойством деформация может вызвать появление крупных трещин, если подготовленные для соединения детали имеют большую толщину и между ними отсутствует зазор.
- Низкая теплопроводность. В отличие от низкоуглеродистых сплавов нержавейка имеет в полтора — два раза ниже показатель теплопроводности. Из-за этой особенности при сварке детали проплавляются даже при токах меньшей величины, чем при соединении деталей из низкоуглеродистой стали.
- Межкристаллитная коррозия. В условиях, когда нержавейка во время сварки подвергается сильному нагреву (до температуры +500 градусов Цельсия и выше), приходится наблюдать такое явление, как межкристаллитная коррозия. Она возникает из-за того, что по краям зерен структуры металла образуются прослойки, состоящие из карбида хрома и железа.
Однако этого явления можно избежать, интенсивно охлаждая соединяемые элементы, а также уделяя пристальное внимание выбору метода сварки. Это можно легко сделать с помощью обычной воды. Однако важно помнить, что этот метод охлаждения можно использовать только для деталей из хромоникелевой стали с аустенитной внутренней структурой.
- Перегрев электродов с хромоникелевыми стержнями. Учитывая, что свариваемые материалы имеют низкие показатели теплопроводности и повышенное электрическое сопротивление, во время их соединения электроды, стержни которых состоят из хромоникелевого соединения, часто нагреваются до критических температур. Предотвратить подобное явление можно только при условии применения для сварки электродов, имеющих длину не более 35 см.
Преимуществами этого метода являются В зоне закалки не происходит потери прочности и не образуются термические трещины. Быстрая и точная работа лазерного луча предотвращает образование оксидных пленок. Главной особенностью этого метода является быстрое охлаждение сварного шва.
Сварка MMA деталей из нержавеющей стали с использованием покрытого электрода является наиболее распространенной процедурой. Этот метод очень прост и может быть использован в домашних условиях, но не дает высококачественных сварных швов.
Удобно, что такая сварка нержавеющей стали может быть выполнена в домашних условиях, но для этого требуется специальный сварочный аппарат, называемый конвертером. Чтобы сварить нержавеющую сталь конвертером, обеспечивающим надежное соединение, необходимо правильно выбрать электрод для конкретной марки нержавеющей стали. Все электроды, используемые для сварки изделий из нержавеющей стали, можно разделить на два основных типа.
- с рутиловым покрытием на основе двуокиси титана (сварка такими электродами, обеспечивающими небольшое разбрызгивание металла и стабильную дугу, выполняется на постоянном токе и обратной полярности);
- с покрытием на основе карбоната магния и кальция (такими электродами нержавейка сваривается на постоянном токе обратной полярности).
Чтобы понять, какой электрод для сварки нержавеющей стали использовать, достаточно изучить ГОСТ 10052-75. Здесь указаны все типы таких расходных материалов и определено, какие из них должны использоваться для работы с металлами определенного химического состава. Чтобы выбрать электрод из нержавеющей стали, отвечающий требованиям данного ГОСТа, достаточно знать категорию металла, с которым будут соединяться детали.
Все требования к сварочным электродам из нержавеющей стали можно найти, бесплатно скачав ГОСТ10052-75 в формате PDF по ссылке ниже.
Скачать ГОСТ10052-75 Электроды покрытые металлические для ручной дуговой сварки высококачественных сталей со специальными свойствами
Ручная и полуавтоматическая сварка нержавейки в среде аргона (AC/DC TIG, MIG)
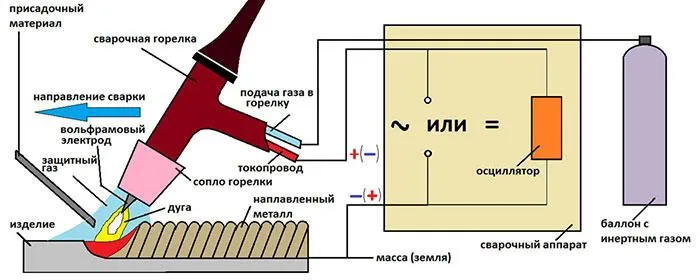
Вольфрамовые электроды используются для ручной сварки аргона с нержавеющей сталью. Даже в домашних условиях эта техника позволяет создавать высококачественные, надежные соединения с помощью тонких изделий. Сварка этими электродами из нержавеющей стали применяется в основном для трубопроводных установок, по которым под давлением транспортируются газы и различные жидкости.

Сварка аустенитных нержавеющих сталей должна выполняться с особой тщательностью и осторожностью.
Эта техника имеет несколько особенностей.
- Для того чтобы вольфрам, из которого изготовлены электроды по нержавейке, не попал в расплавленный металл в зоне сварки, дугу поджигают бесконтактным способом. Если выполнить это непосредственно на детали не представляется возможным, то дугу зажигают на специальной угольной плите и аккуратно перемещают ее на соединяемые заготовки.
- Сварку нержавеющей стали данным способом можно выполнять как на постоянном, так и на переменном токе.
- Режимы подбираются в зависимости от толщины соединяемых деталей. К таким режимам, в частности, относятся параметры сечения вольфрамового электрода, диаметр проволоки, используемой в качестве присадки, параметры тока (сила и полярность), расход защитного газа, скорость выполнения сварки.
- Очень важно, чтобы уровень легирования присадочной проволоки был выше, чем у соединяемых деталей.
- В процессе выполнения сварки электроды по нержавейке не должны совершать колебательных движений. Если пренебречь этим требованием, это может привести к нарушению сварочной зоны и окислению металла в ее области.
Использование этой техники позволяет снизить расход вольфрамовых электродов. После завершения процесса сварки требуется некоторое время (10-15 секунд), чтобы не отключать газ аргон. Этот процесс помогает защитить горячий вольфрамовый электрод от активного окисления.
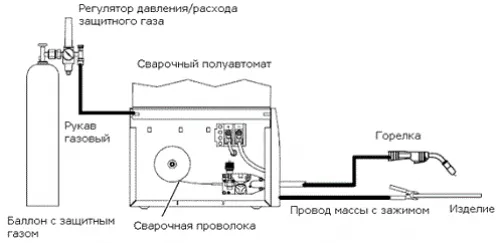
По сути, полуавтоматическая сварка нержавеющей стали в аргоне мало чем отличается от традиционного ручного метода. Основное отличие заключается в том, что проволока подается в зону сварки с помощью специального оборудования. Механизация позволяет выполнять процесс более точно и быстро.
Компоненты из нержавеющей стали можно сваривать на полуавтоматическом оборудовании с использованием следующих технологий
- метод струйного переноса, который позволяет эффективно сваривать детали большой толщины;
- сварка короткой дугой – для выполнения соединения деталей небольшой толщины;
- импульсная сварка – универсальная технология, которая позволяет получать качественные и надежные соединения и является самым выгодным вариантом в финансовом плане.

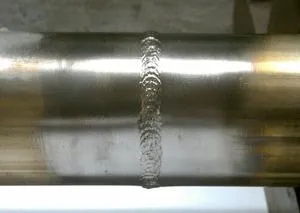
Аргонодуговая сварка нержавеющей стали
Другие технологии сварки нержавеющей стали
Существует еще несколько способов сварки нержавеющей стали, но они больше подходят в некоторых случаях, т.е. не являются универсальными. К ним относятся следующие методы, которые предполагают использование специального оборудования
Сварка нержавеющей стали с помощью лазерного луча.
Этот метод сварки, который также очень эффектно показан на видео, имеет ряд важных преимуществ Металл в зоне сварки не теряет прочности при чрезмерном воздействии температуры, быстро остывает, не имеет трещин и образует структурные гранулы минимального размера. Оборудование и технологии лазерной сварки широко используются в различных отраслях промышленности (например, при строительстве автомобилей и тракторов, монтаже трубопроводов).
Холодная сварка под высоким давлением.
Эта технология не предполагает расплавления материала в зоне сварки, а металлические детали соединяются на уровне их кристаллической решетки. В зависимости от соединения и конфигурации деталей, давление может быть приложено к одной или обеим металлическим частям одновременно. Видеозапись процесса показывает, как две части прижимаются друг к другу в холодных условиях, как будто они прижаты друг к другу.
Контактная сварка изделий из нержавеющей стали.
Эта сварка может осуществляться точечной или роликовой сваркой. В результате можно склеивать листы нержавеющей стали толщиной менее 2 мм. Используется то же оборудование, что и для других металлов.
В следующем видеоролике подробно и наглядно показаны нюансы подачи заполняющего стержня и другие эксплуатационные нюансы при сварке неплавящимся электродом в аргоне.
Перед шлифовкой сварных швов из нержавеющей стали необходимо тщательно осмотреть их на наличие трещин или других видимых дефектов. Дефектные прицельные приспособления не должны использоваться при бытовой сварке, но должны использоваться при промышленной сварке.
Способы
Конструкции из нержавеющей стали можно сваривать различными способами. Ниже описаны способы сварки нержавеющей стали.
Ручная дуговая сварка покрытыми электродами
Одним из наиболее распространенных методов является ручная носовая сварка с использованием покрытых электродов. Спрос на этот процесс сварки обусловлен тем, что он приводит к получению сварных швов более высокого качества. Если к шву не предъявляются особые требования, этот метод является наилучшим решением. Нет причин искать альтернативы.
Электроды выбираются в зависимости от качества основного металла. Расходные материалы требуют оптимального состава покрытия. На рынке представлен широкий ассортимент сварочных материалов для работы с корродированной сталью. Полный список приведен здесь. Сварка в основном выполняется непрерывным током противоположной полярности.
Видео
На видео подробно показан процесс сварки, без подробных объяснений.
Дополнительная информация: рекомендуем также прочитать статью о ручной сварке покрытыми электродами из нержавеющей стали. Вы также можете прочитать статью о сварке перед сваркой.
Вольфрамовыми электродами

Подрядчики, которые еще не решили, чем сварить 1 мм нержавеющую сталь, найдут полезными следующие методы. Сварку нержавеющей стали можно также выполнять электродом с водопадом защитного газа.
Этот метод применяется при использовании тонкого металла и при создании высоких требований к надежности. Сварка также должна отвечать определенным требованиям.
Вольфрамовые стержни также идеально подходят для сварки труб из нержавеющей стали, используемых для транспортировки жидкостей. В этом случае процесс осуществляется в медленной среде, с использованием непрерывной полярности тока.
Видео
На видео показан процесс сварки труб методом TIG.
Более подробную информацию о сварке сталей с использованием различных типов прутков можно найти в статье «Сварка нержавеющей стали электродами».
Другие виды сварки нержавеющей стали, кроме сварки электродами, описаны ниже. ADS-PC-3AADS-MOB-3
Полуавтоматическая сварка в аргоне
Полуавтоматическая медленная сварка используется для достижения высокого качества соединения и высокой производительности. Для этого необходимо использовать сварочные полуавтоматы. Проволока из нержавеющей стали для данного метода сварки производится в соответствии со стандартом ГОСТ.
Существует несколько типов кабеля: универсальный, обрезной, с медным покрытием, с проточным сердечником, с проточным ядерным сердечником, стальной или алюминиевый.
Процесс сварки начинается с начальной подготовки. Electrospite должен отрегулировать способ работы сварочного полуавтомата: интенсивность подачи проволоки, напряжение и скорость. При толщине металла менее 3 мм оптимальная интенсивность выходного сигнала варьируется между 120 и 145 А. Подача провода составляет 900 м/ч. Используется непрерывный поток обратной полярности.
Рабочий стол должен быть очищен. С металлической щеткой.
В домашних условиях
Чтобы ответить на вопрос: как сварить нержавеющую сталь в домашних условиях, пожалуйста, прочитайте следующую информацию.

Для начинающих и домашних сварщиков лучшим выбором для сварки является электросварка с использованием преобразователя. Сварочный аппарат этого типа имеет компактные размеры и работает от стандартного источника 220 В.
Помимо аппарата, исполнителю необходимы электроды: специальные или обычные электроды из нержавеющей стали. Сварка производится на тщательно очищенных поверхностях. Соединение осуществляется с помощью постоянного тока, величина которого зависит от толщины металла и составляет от 40 до 150 А.
Видео
На видео показано, как это сделать.
Снова перейдите к соответствующему разделу по выбору электродов из нержавеющей стали. Вот несколько вопросов о склеивании тонких труб из нержавеющей стали со стальными.
Все вышесказанное поможет вам понять, что можно сваривать с нержавеющей сталью в каждом конкретном случае. В зависимости от типа коррозионно-стойкой стали оператор выбирает наиболее подходящий процесс сварки. Правильные параметры делают процесс сварки безопасным для оператора и гарантируют качество сварного шва.
Лучший способ сварки нержавеющей стали — каждый сварщик должен ознакомиться с представленными данными и решить для себя.
Для ручной дуговой сварки ММА используются два типа электродов. Первое — основное покрытие (карбонат кальция и карбонат магния) — используется для сварки постоянным током противоположной полярности (электрод подключается к положительному полюсу аппарата).
Технология сварки обычным электродом
При соединении нержавеющей стали необходимо соблюдать простые правила.
- Не допускать перегрева заготовки до температуры выше 150°С;
- Вести сварку при токе малой величины, исключая лишние движения электродом. Скорость подачи проволоки довести до максимальной.
- Обеспечить отвод тепла с помощью медных пластин, подложенных под соединяемые детали.
- Для толстых листов нержавейки применять сварку многопроходную.
- Использовать специальные электроды. Простые дают шов низкого качества.
Во время работы соединение должно быть обезжирено. Этот метод обеспечивает постоянное пламя дуги. Ток начинается с 80 A. Под заготовку помещается медная теплоотводящая пластина. Для поддержания надежного горения дуги расстояние между металлом и электродом составляет 2-3 мм.
Все вышесказанное поможет вам понять, что можно сваривать с нержавеющей сталью в каждом конкретном случае. В зависимости от типа коррозионно-стойкой стали оператор выбирает наиболее подходящий процесс сварки. Правильные параметры делают процесс сварки безопасным для оператора и гарантируют качество сварного шва.
Завершающий этап
Перед очисткой нержавеющей стали после сварки проверяется качество соединения. Если трещин нет, начинается удаление соли, а удаление сажи образует на металле слой оксида. Это может быть осуществлено двумя способами
- механическим с помощью железной щетки, наждачки, шлифовального инструмента;
- химическим, используя соляную и серную кислоту с последующей промывкой поверхности.
После обработки рабочей зоны на сварной шов наносится пассивирующий слой.
Самостоятельная сборка или ремонт изделий из нержавеющей стали требует от сварщика особой квалификации. Важно учитывать свойства сплава, правильный выбор электрода и параметры тока. Особое внимание следует уделять участкам с тонкими стенами. Они быстро нагреваются и деформируются.