- Как правильно паять полипропиленовые трубы своими руками
- Подготавливаем материал и инструмент
- Материал
- Инструмент
- Важные моменты сборки трубопроводной системы
- Учитывайте температурные деформации
- Соблюдайте правила крепления инженерной конструкции
- Типы труб
- Типы соединения полипропиленовых труб
- Муфтовая сварка
- Стыковая сварка
- Холодная сварка
- Необходимые инструменты
- Какие полипропиленовые изделия выбрать
- Оборудование для монтажа полипропилена
- Ошибки при пайке полипропиленовых труб
- Как паять полипропиленовые трубы видео
- Как паять армированные полипропиленовые трубы видео
- Ошибки при пайке полипропиленовых труб видео
Отрегулируйте температуру в диапазоне от 255° до 265°. При температуре выше 270° швы становятся тоньше и не могут сдерживать давление воды. Это происходит из-за быстрого нагрева внешнего слоя до расплавления. Не происходит проникновения диффузии полипропилена в соседние области, так как материал не справляется с глубоким и горячим нагревом.
Как правильно паять полипропиленовые трубы своими руками
Полипропиленовые трубы так же распространены в современных домах, как пластиковые окна и гипсокартонные конструкции. Конечно, существуют и другие распространенные материалы для монтажа автономных систем отопления, такие как плоские гидравлические установки, медь и пластик, но выбором номер один, без сомнения, является полипропилен (PP).
И это не совпадение. Потому что сварка полипропиленовых труб — занятие, которое под силу тем, кто не боится работать своими руками, проявляет терпение и аккуратность. В результате домашний мастер получает актуальную коммуникацию системы в своей квартире и экономит значительную сумму денег от привлечения сторонних специалистов.
Подготавливаем материал и инструмент
Материал
Рынок полон полимерной гидравлической продукции, предлагающей полипропиленовые трубы различных производителей со схожей технической маркировкой.
Основными интересующими нас показателями являются структура материала и параметры максимального рабочего давления (PN, ATM.) трубы (табл. 1).
| Обозначение | Значение |
|---|---|
| PPR PN 10 | гомогенная, для ХВС |
| PPR PN 16 | гомогенная, для ХВС высокого давления или низкотемпературного отопления |
| PPR PN 20 | гомогенная, для ХВС и ГВС |
| PPR-Al-PPR PN 25 | с внешним алюминиевым армированием, для ХВС, ГВС, отопления |
| PPR-Gf-PPR PN 20 | со стекловолоконным армированием, для ХВС, ГВС, отопления |
| PERT-Al-PPR PN 25 | внутреннее армирование алюминием, для ХВС, ГВС, отопления |
Инструмент
Первым и самым важным средством для создания полимерной коммуникации ПП является аппарат для сварки полипропиленовых труб, т.е. специальный припой. Это позволяет сваривать элементы (аксессуары, трубы, принадлежности) из термопластичных полимеров. При соблюдении правил сварки соединение получается равномерным (однородным), а структура не отличается от самого установленного материала.
Для трубопроводов меньшего диаметра (до 63 мм) можно использовать сварочные аппараты. Однако сварочные аппараты limb уже могут соединять трубы Ø300 мм и выше.
Несколько слов предостережения. При выборе модели для монтажа плоских установок и подъема труб можно ограничиться более дешевыми изделиями, которые могут работать в диапазоне до 40 мм.
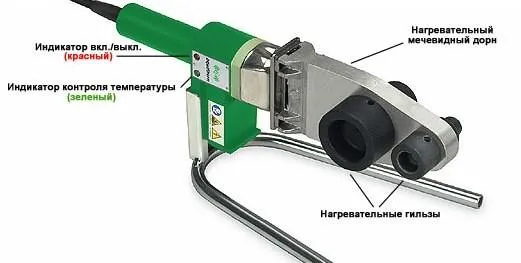
Существует два типа клея: с плоскими нагревательными элементами и с цилиндрическими нагревательными элементами. Пластины часто доступны по цене и подходят для выполнения одной задачи. Наиболее дорогие модели с цилиндрическими нагревательными элементами пользуются спросом у профессионалов, поскольку их можно устанавливать в труднодоступных местах (см. изображение ниже).

1. плоский нагреватель, сваренный из железа. 2. цилиндрические нагреватели.
Полипропиленовые трубы оснащены парой маточных насадок, соответствующих диаметру обрабатываемого материала. Одна из форсунок предназначена для нагрева внутренней поверхности полимерного компонента, а вторая — для нагрева внешней поверхности.
Гидравлическое оборудование полимера подготавливается к сварке с помощью труборезов, труборезов, смотрящих вперед или в тень.

Полипропиленовая труба зачищается с внешним армированием трубопроводной канализации.
Труборезы помогают быстро и эффективно сократить длину элементов трубопровода до необходимой длины. Не рекомендуется использовать дефицит железа, так как он оставляет зубы и большое количество стружки.
Осторожно. Крайние части и скребки могут быть сконструированы так, чтобы их можно было поворачивать вручную или с помощью дрели. Механизированные версии подходят для больших объемов работ, но требуют навыков исполнителя.
Кроме того, при сварке полипропиленовых труб полимерным фьюзингом не обойтись без обычного гидравлического монтажного набора, состоящего из гидравлического ключа, сверлильного пистолета, отвертки, рулетки и карандаша. Использование паяльника в матерчатых перчатках также защищает руки от многочисленных ожогов, которые неизбежны при контакте кожи с нагретыми инструментами.
Важные моменты сборки трубопроводной системы
Перед началом сварки следует тщательно продумать общую конструкцию и последовательность соединений. Рекомендуется составить эскиз, показывающий основы, кривые, точки и компенсационные швы. Поскольку полиэфирные компаунды являются цельными соединениями, могут возникнуть ситуации, когда невозможно создать отдельные сварочные швы. Это типичный случай сварки полипропиленовых труб в труднодоступных местах.
Учитывайте температурные деформации
При монтаже полипропиленовых гидравлических материалов необходимо учитывать их особые физические свойства, так как они заметно растягиваются при нагревании. Среди всех видов труб со значением коэффициента теплового расширения (0,15 мм/м*К) незначительно отстает только полиэтилен. Поэтому сварка, особенно длинных линий или концевых участков, должна выполняться с достаточной тщательностью, чтобы компенсировать их удлинение.
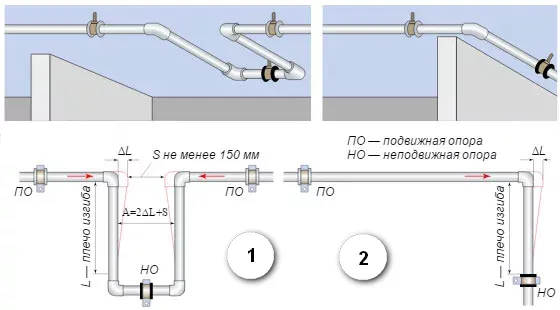
Для открытых установок в тракт врезаются петлевые компенсаторы, изготовленные на месте или на заводе для U-образных (L) или L-образных (2) секций и полипропиленовых труб. Можно компенсировать изгибы в системе, но они должны свободно скользить по опоре.
При монолитных установках трасса устанавливается в гофрированную трубу, или в пенопластовый рукав с обратным диаметром, или в толстостенный резиновый рукав, например, Energoflex.
Армированные изделия имеют значительно меньшее тепловое расширение (примерно в 3-5 раз) и поэтому больше подходят для установки систем горячего водоснабжения и отопления.
Важно: Отсутствие температурной компенсации приводит к большим синусоидальным изменениям геометрии трубы. Это может привести к разрушению швов при открытой установке и отслоению настенной плитки и штукатурки при скрытой установке.
Соблюдайте правила крепления инженерной конструкции
Надежное крепление пластиковых труб даже более важно, чем соответствующих стальных труб. Порядок монтажа и тип опоры зависит от диаметра полипропиленовой трубы и температуры транспортируемой жидкости. Несоблюдение правил крепления может привести к ослаблению труб, особенно горячих, которые «подпрыгивают» или подвергаются воздействию импульсов давления.
Таблица 2.Рекомендуемые расстояния между опорами (мм) для бытовой горячей воды и общего горизонтального распределения бытовой горячей воды.
| Наружный диаметр ПП-трубы, мм | Температура воды, ºС | ||
|---|---|---|---|
| 20 | 30 | 40 | |
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Водоподъемники диаметром до 32 мм нельзя устанавливать так часто. Максимальное расстояние между монтажными зажимами составляет 1000 мм. Для больших диаметров подъема допускается максимальное расстояние 1500 мм.
При установке зажимов необходимо следить за тем, чтобы не нарушить линейную деформацию пластикового материала. Рекомендуется использовать скользящие опоры. Установка компенсаторов на полипропиленовых трубах предусмотрена по линии жестких креплений.
Обратите внимание, что запорные и регулирующие клапаны для систем с номинальным диаметром 40 мм должны быть надежно закреплены. Для труб меньшего диаметра также следует использовать крепежные элементы, чтобы предотвратить передачу нагрузки от использования гидравлики на трубу.
Опытные мастера точно настраивают температуру в зависимости от качества трубы, а время нагрева зависит от окружающей среды. Это означает, что если температура окружающей среды составляет всего 5, температура паяльника не изменится даже при увеличении времени нагрева, например, с 5 секунд (для трубок диаметром 20 мм) до 7-8.
Типы труб
Многие люди упускают этот момент. Качество и соединяемость трубы сваркой напрямую зависит от типа трубы. Вот некоторые основные моменты:.
Диаметр трубы.
Толщина стенки. От этого зависит время нагрева трубы. Чем толще стенка, тем больше времени требуется для нагрева трубы или тем выше температура, которую необходимо отрегулировать.
Внешнее или внутреннее армирование. Это очень важный шаг, о котором многие не упоминают. Некоторые трубы армированы металлом для повышения прочности. Эта защита может быть размещена внутри или снаружи трубы. При использовании таких труб следует помнить о некоторых тонкостях.
Соответствующие диапазоны см. также в таблице ниже.
Применение и функции
Системы напольного отопления до 45°C для подачи холодной воды. Тонкие стены.
Подходит для водопроводных сетей высокого и низкого давления.
Трубы общего назначения. Температура подачи воды до 85°C.
Горячее водоснабжение и отопление. Подача воды до 95°C. Усилен алюминиевой фольгой.
Последний тип труб используется для соединения пластиковых труб с металлическими.
Типы соединения полипропиленовых труб
При нагревании полипропилена происходит интердиффузия — смешивание частиц. Характерно, что при охлаждении обратная реакция не происходит, и компоненты становятся монолитными. Это качество, используемое для соединения двух труб. Посмотрите, как достигается результат.
Муфтовая сварка
Этот принцип является наиболее популярным благодаря своей простоте и доступности. Для соединения труб одинакового диаметра используется специальный фитинг — соединитель. Их внутренний диаметр немного меньше наружного диаметра свариваемой трубы.
Сварка производится путем нагрева и расплавления внешней поверхности трубы и внутренней поверхности раструба. Затем трубка вставляется в раструб, и процедура повторяется с другой частью трубки для завершения соединения.
Стыковая сварка
Этот принцип используется в производственных средах. Для соединения труб одинакового диаметра их фланцы перед соединением расплавляются вместе, образуя стык. Этот метод осложняется тем, что необходимо обеспечить идеальное выравнивание, что невозможно в домашних условиях.
Другим недостатком является низкая прочность полученного соединения. Поэтому сварка не очень популярна среди мастеров.
Холодная сварка
Холодная сварка (с использованием клея) — еще один тип соединения. Труба покрывается специальным клеем, содержащим сильный растворитель. Он смягчает поверхность трубы и может быть помещен между трубами.
Основным недостатком этого метода является низкая прочность и герметичность полученного соединения. Другим недостатком является длительное время сушки, которое может занять 24 часа и более. В этом отношении холодная сварка уступает термической.
В домашних условиях рекомендуется использовать связки. В данном разделе этот метод рассматривается более подробно.
Необходимые инструменты
Перед началом работы важно подготовить все необходимые инструменты. Убедитесь, что у вас есть все необходимое.
Сварочный аппарат — это нагревательный элемент с насадками из труб разного диаметра. Некоторые модели оснащены термостатом для поддержания заданной температуры, что значительно упрощает их использование.
Обратите внимание на количество отверстий форсунок. Оптимальное количество — два-три. Это ускоряет процесс сварки труб разного диаметра.
Если вы не планируете использовать это оборудование в будущем, существует множество служб, позволяющих нанять сварщика на время ремонта. Поэтому нет необходимости приобретать
Ножницы. Для резки труб можно использовать ножовки, пилы и даже кусачки, но качество получаемой поверхности неудовлетворительное. Гораздо удобнее и практичнее купить специальные ножницы для этой цели.
Перчатки для защиты рук — выбирайте толстые и минимально проводящие перчатки. Это защитит вас от ожогов.
Бритвенные станки. При использовании армированных труб инструмент удаляет внешний слой алюминия. В зависимости от типа оборудования инструменты могут потребоваться или не потребоваться.
Средства управления. Инструмент предназначен для удаления части внутреннего армирования. Это делается для того, чтобы предотвратить попадание воды между слоями трубы.
Обезжиривание. Грязь и жир должны быть удалены из трубы. Можно использовать этиловый или изопропиловый спирт. Не рекомендуется использовать ацетон, так как он может размягчить ПВХ.
Осторожно. Крайние части и скребки могут быть сконструированы так, чтобы их можно было поворачивать вручную или с помощью дрели. Механизированные версии подходят для больших объемов работ, но требуют навыков исполнителя.
Какие полипропиленовые изделия выбрать
Для сетей водоснабжения с низким давлением охлажденной воды наиболее практичным продуктом является PN16. Он легко выдерживает давление до 2 бар при температуре до +40°C. Этого достаточно, чтобы выдержать нагрузки водопроводных систем в частных домах и систем водоснабжения в теплицах и огородах.
Полипропилен марки PN20, обладающий высокой устойчивостью к различным воздействиям, считается гибким и может использоваться для отопления, особенно при температуре теплоносителя до 95°C.
Однако трубы PN25, армированные алюминием или стекловолокном, являются самыми надежными из всех водопроводных труб.
Оборудование для монтажа полипропилена
Полипропиленовые водопроводные трубы обладают уникальными характеристиками с точки зрения технологии монтажа, которая определяется свойствами исходного материала. Перед сваркой полипропиленовых труб необходимо приобрести специальные инструменты для этой цели.
Хотя весь процесс не очень обширен, существует несколько инструментов, которые используются исключительно для этого процесса.
Ножницы для резки изделий из полипропилена. Они необходимы для обеспечения строго вертикального среза. Зазоры в сварных соединениях могут привести к утечке.
Шайбы — это инструменты, используемые для удаления поверхности заготовки перед сваркой. Без этого устройства невозможно сварить полипропиленовые трубы, армированные любым материалом. Склеивание полиэтилена — это диффузионный процесс, при котором расплавленные материалы проникают друг в друга.
Конечно, алюминий и стекловолокно не подходят для этой цели. С помощью этого инструмента кромки соединяемых деталей можно также скосить под углом 45°, чтобы облегчить соединение в процессе сварки.
Поскольку существует множество вариантов исполнения этого инструмента, при его покупке можно выбирать из множества вариантов.
Сварочное железо. Основной инструмент, используемый при сварке полипропиленовых водопроводных труб. Его основание представляет собой пластину, к которой крепятся сменные гильзы разных размеров. Эти втулки поставляются парами: одна для фитингов, другая для трубок.

Компоненты, которые необходимо объединить, расположены на инструменте для замены. Включение происходит на рукоятке устройства, а регулятор температуры установлен на рукоятке. Время нагрева пары составляет не менее 6 секунд.
Рекомендации по этому параметру приведены в паспорте припоя. Нагреваемые до плавления компоненты соединяются и удерживаются вместе до 30 секунд. В течение этого времени материалу дают остыть и затвердеть.
Отвертки для крепления сменных инструментов, маркеры и ленты для проведения измерений обычно входят в комплект поставки инструментов.
Ножницы. Для резки труб можно использовать ножовки, пилы и даже кусачки, но качество получаемой поверхности неудовлетворительное. Гораздо удобнее и практичнее купить специальные ножницы для этой цели.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке полипропиленовых труб и выполнять все действия, указанные в инструкции.
Следующие ошибки указывают на неисправные диапазоны в системе
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
Высококачественный материал может не иметь внешних дефектов при перегреве, но внутри все равно появятся деформации. Это уменьшает количество сечений.
Поэтому пропускная способность сети снижается во время работы коммунальных служб. Сужение диода приводит к более быстрому блокированию. Это также препятствует потоку воды.
Если срезы расположены не под прямым углом, трубная продукция совмещается под косым углом. Это приводит к неправильному выравниванию элементов. Это особенно заметно при установке больших секций.
В результате весь процесс часто приходится разбивать на части и повторять. Если изделие не выровнено должным образом, трудно установить шайбы.
Перед сваркой необходимо дать поверхности выцвести. В качестве альтернативы появляются островки отторжения SO мозолей. Полиэфирная сварка в этих областях выполняется некачественно или не выполняется вообще.
Эта ошибка позволяет системе работать, но через некоторое время возникают утечки. Это также часто происходит при неправильной настройке температуры пайки.
Если армирующий слой удален недостаточно, оставшийся алюминиевый лист способствует образованию несваренных участков. В этих зонах вероятность утечки выше.
Серьезной ошибкой является перекручивание компонента. Это не создает однородной структуры по всему периметру шва. Соединение не будет идеальным, так как оно будет распадаться при увеличении давления в системе.
Как паять полипропиленовые трубы видео
Просто учитесь у экспертов. Ознакомьтесь с размещенными видеоматериалами.
Как паять армированные полипропиленовые трубы видео
Установка многосторонних вспомогательных элементов с помощью сварки является распространенным способом создания надежной системы. Этот метод позволяет прокладывать дренажные, водопроводные и отопительные сети в частных домах и квартирах.
Ошибки при пайке полипропиленовых труб видео
Простые принципы работы способствовали популярности сварки. Благодаря простоте процесса его могут использовать даже неопытные люди. Однако необходимо строго соблюдать температурный диапазон нагрева компонентов ПП и полностью выполнять другие рекомендации специалистов.