- Если соединить медь и олово получится
- Исторический ракурс
- Преамбула
- Допустимые и недопустимые контакты металлов по ГОСТ 9.005-72
- Пара слов о металлах
- Способы пайки
- Низкотемпературный процесс пайки
- Высокотемпературный метод
- Технология пайки элементов из меди
- Отрезка труб
- Видео описание
- Использование флюса
- Соединение двух труб перед пайкой
- Низкотемпературное соединение
В нашем распоряжении не только медь и алюминий, но и различные стали, олово, цинк, никель, хром и их сплавы. И не все они взаимозаменяемы друг с другом в суровых атмосферных условиях, морской воде или даже в комнатных условиях.
Если соединить медь и олово получится
Медные сплавы — это соединения нескольких элементов таблицы Менделеева и цветных металлов. При их образовании атомы в решетке меди замещаются атомами другого вещества. В результате образуются новые твердые соединения. Каждый из них имеет свои физические и химические свойства.
Медь и латунь на основе меди обычно изготавливаются путем добавления цинка и олова. Новые соединения снижают цену основного металла и улучшают некоторые параметры. Повышается пластичность и коррозионная стойкость. Это позволяет использовать их в некоторых отраслях промышленности.
Исторический ракурс
Согласно историческим данным, первые медные сплавы появились в 7 тысячелетии до нашей эры. Затем в качестве добавки было использовано олово. В то время, известное как бронзовый век, из этого материала изготавливали оружие, зеркала, посуду и украшения.
Менялись технологии производства. Были введены такие добавки, как мышьяк, свинец, цинк и железо. Все зависит от требований к изделию. Ювелирный материал требовал особого подхода. В состав сплавов входили медь, олово и свинец.
Уже в 8 веке до н.э. Технология изготовления латуни была разработана в Малой Азии. В то время они еще не научились добывать чистый цинк. Поэтому в качестве сырья использовалась руда. С годами производство медных сплавов неуклонно расширялось и остается передовым.
Химический состав и механические свойства медных сплавов обеспечивают не только прочность, но и отличную электро- и теплопроводность. Это особенно актуально для латуни.
Все медные сплавы характеризуются превосходными антифрикционными свойствами. Особого упоминания заслуживает медь.
Благодаря отличным антифрикционным свойствам бронзы, она используется при изготовлении подшипников в качестве подшипников скольжения. Такие изделия не требуют смазки, поскольку все шероховатости сминаются отверстием, по которому происходит скольжение. Это источник смазки. Эти подшипники также используются в высокоточном оборудовании, таком как координатно-сверлильные и шлифовальные станки.
Температура плавления меди без добавок составляет 1083°C. Это число варьируется в зависимости от количества добавленного цинка и олова. Температура плавления латуни составляет 900-1050°C, а бронзы — 930-1140°C.
Коррозионная стойкость медных сплавов поразительна. Это связано с тем, что медь не является активным элементом. В частности, полированные поверхности не подвергаются коррозии.
Коррозионная стойкость соединений меди проявляется в пресной воде, где она разрушается в присутствии кислоты и препятствует образованию защитной оболочки.
Сварка медных труб производится при температуре выше 450°. В низкотемпературных и высокотемпературных методах используется газовое и проточное пламя. Он применяется для улучшения текучести сварного шва и удаления окислов с поверхности металла.
Преамбула
Да, в век 3D-печати популярность пазлов несколько снизилась. Однако клетки Фарадея для РЭА по-прежнему являются преимуществом, не забывая о защитном заземлении. Да, проводящий ABS-пластик уже доступен для печатных корпусов CEA, но, согласно источникам, его удельное сопротивление примерно в миллион раз выше, чем у меди. Он может не задерживать пыль, но все равно слишком дорог для грунта. В домашних условиях невозможно изготовить стальные детали корпуса для компьютера, а также разработать алюминиевые или оловянные…
Что же мы можем сделать? Наши братья вынуждены действовать по методу Майкла Ангелоса, используя вместо каменной крошки болванки, купленные в домашних центрах, или старые компьютерные корпуса. При работе над старым корпусом сервера IBM, изготовленным из миллиметровой стали, создатель был ошеломлен тем, что резьба была больше, чем M3, но меньше, чем #6-32 (позже выяснилось, что это M3.5). Почему в 2003 году нужно было использовать резьбу M3.5 — загадка, но автор не знал о существовании дробной метрической резьбы.
UPD Кстати, для моддеров рынок предлагает новые простые в использовании инструменты для арсенала домашней лаборатории. Об одном из них (осциллографе) я расскажу в другом посте. Это приспособление является идеальным дополнением к наиболее распространенным мини циркулярным пилам, но без эффекта «давления на зубья», что облегчает обработку вязких металлов, таких как медь и алюминий. Инструмент легкий и не такой неуклюжий и опасный, как «болторезы». Он может резать металл практически на высоте носа без риска получить резкие удары от блоков или кусков «дутых» дисков. И именно такой случай описывают многие уважаемые читатели с универсальными кофемолками: 300-граммовая «кофемолка» требует 200 оборотов в секунду, потребляет до 2 кВт энергии и требует небольшого саперного набора. И если у травматолога есть маятниковая пила, которая работает на ладони, чтобы успокоить пациентов, поступающих для наложения гипса … Но вернемся к нашему металлу.
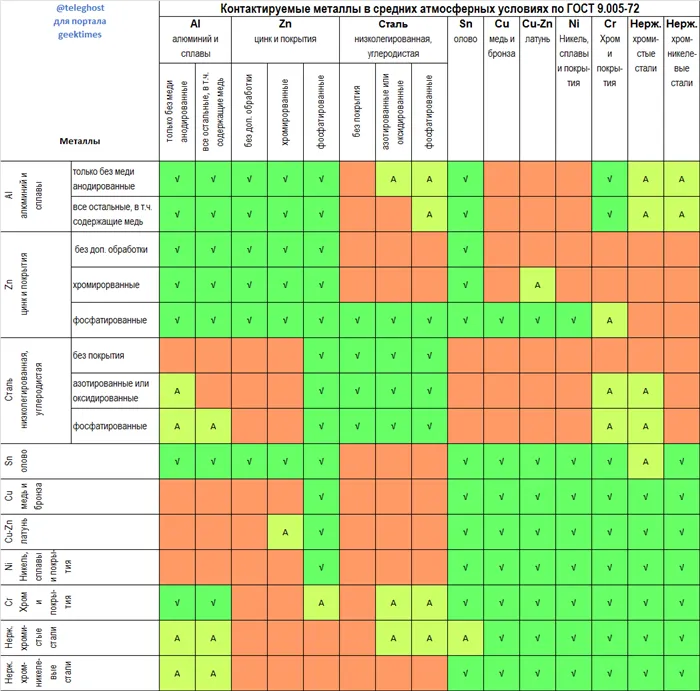
Допустимые и недопустимые контакты металлов по ГОСТ 9.005-72
Отказ от ответственности: Предоставляется на условиях «как есть». Если уважаемые читатели интересуются моделированием, автомобилестроением или робототехникой, ГОСТ также предлагает Таблица 2 для суровых и очень суровых атмосферных условий и Таблица 3 для контакта с морской водой; ниже приведена выдержка из Таблицы 1 для средних атмосферных условий (т.е. комнатных условий). Буква «А» означает «ограничен атмосферными условиями», подробности о которых содержатся в самом ГОСТе.
Пара слов о металлах
Металлурги, пожалуйста, поправьте меня, если что-то не так. Коррозия — это очень большой и сложный вопрос, и я не претендую на то, что полностью его осветил. Я лишь выборочно делаю наброски, чтобы сформировать у читателя необходимый ассоциативный ряд.
Оцинкованная сталь является основным рабочим в национальной экономике. В различных формах оцинкованная сталь гораздо чаще встречается в магазинах строительных материалов, чем, например, «высококачественная» нержавеющая сталь. Заводские корпуса ПК, технологические боксы и шкафы для оборудования обычно изготавливаются из холоднокатаной оцинкованной стали толщиной около 1 мм (чем дешевле корпус, тем тоньше лист). Оцинкованная» очень прочная и хорошо проводит ток. Промышленность требует заземления. При вскрытии корпуса под слоем тусклой краски RAL 7035 обнаруживается тончайшее покрытие из цинка, возможно, из той же холоднокатаной углеродистой стали. Лично у меня нет причин не доверять ГОСТ 9.005-72, поэтому я бы не рекомендовал делать электрический контакт в месте реза стали после корозии заводского изделия. Рекомендуется сохранить цинковое покрытие. И порезы, и следы можно закрасить одной и той же тусклой аэрозольной краской RAL 7035 (заплатите 10 евро и попробуйте найти ее еще). Я использовал нейтральную белую или черную автомобильную эмаль (флакон с кисточкой, 2 евро в любом автомагазине).
Алюминий и его сплавы могут быть анодированными (с защитным слоем) и обычными (неанодированными). Алюминий легко обрабатывается в домашних условиях, но необходимо соблюдать осторожность, чтобы избежать коррозии. Не используйте голый алюминий в качестве проводника, даже при низком напряжении. При использовании ток приведет к тому, что компоненты медленно превратятся в пепел. Лабораторно обработанные алюминиевые и дюралюминиевые компоненты оказались совершенно эквивалентными (индукционные токи не представляются проблемой. Они также могут быть заземлены). Алюминий совместим с цинковыми покрытиями, но для контакта с медью, «голой» или никелированной сталью требуются оловянные «прокладки». Контакт между алюминием и нержавеющей сталью в атмосферных условиях ограничен. Для простоты можно считать, что алюминий корродирует сам по себе без помощи внешнего электричества при контакте с другими металлами или покрытиями.
Витая пара медь/покрытый алюминий (CCA) — это совсем другая история, и в любом случае она не производится внутри компании.
Медь мягкая и довольно неприятно окисляется на воздухе. Поэтому медные изделия упаковывают в коробки или покрывают лаком. Латунные пластины для солдатских ремней и оснований электронных плат более устойчивы к окислению и более аппетитны, чем позеленевшая медь, особенно при регулярной полировке (имеется в виду плата, конечно). При этом ни медь, ни ее сплав с цинком (латунь) не «дружат» с чистым цинком и его покрытиями. Однако медь совместима с хромом, никелем и нержавеющей сталью. Если вы держите в руках клемму, она, скорее всего, сделана из луженой меди.
Олово мягкое, но устойчивое к коррозии (в комнатных условиях) и электрически совместимо почти со всем, кроме чугуна, низколегированной стали, углеродистой стали и магния. Олово и бериллий не следует сваривать вместе. При сборке бытовых реакторов необходимо соблюдать осторожность. Олово используется для преобразования недопустимых электрических контактов в допустимые, т.е. в качестве «разделителя». Хорошим примером являются клеммы из луженой меди. UPD: Не подвергайте изделие воздействию холода. Рекомендуется вообще не использовать продукт при отрицательных температурах.
Серебряный припой часто используется для сварки деталей в домашних условиях. Его преимущество в том, что он может быть изготовлен вручную. Однако его следует использовать не отдельно, а в сочетании с цинком и медью.
Способы пайки
Лучший способ соединения бронзовых труб — сварка. Металл плавится и заполняет промежутки между элементами. После затвердевания образуется монолитная конструкция. Этот метод определяется перед склеиванием меди.
Низкотемпературный процесс пайки
Этот метод также называют методом света. Она различается по температуре. Его цена составляет менее 450°. В процессе работы медные трубы свариваются между собой с помощью клея. Например, это может быть жесть или свинец. Это сетки.
При сварке при низких температурах образуются швы шириной 7-50 мм. Этот метод позволяет создавать мягкие суставы. Они не такие прочные, как сварные швы при температуре выше 450°. Однако у них есть свои преимущества.
Одним из преимуществ мягких соединений является отсутствие слияния металла при сварке. Поэтому их прочностные характеристики остаются неизменными. Процесс соединения медных труб менее опасен из-за низких температур.
Важно! Нагрев бронзовых элементов при температуре 450°C позволяет соединять трубы с минимальным диаметром 6 мм и максимальным диаметром 108 мм.
Низкотемпературная сварка используется при монтаже водопроводных труб и систем отопления. В этом случае труба должна пропускать жидкость, а ее температура не должна превышать 130°. Методы низкотемпературной сварки не используются для монтажа газовых труб.

Высокотемпературный метод
Перед сваркой медных труб методом высокотемпературной сварки мастер подготавливает шов. В этом методе сварной шов представляет собой соединение на основе металла. К таким твердым сплавам относятся медь и серебро.
Высокотемпературные соединения изготавливаются при температуре выше 450°. Этот метод позволяет получить прочные и стабильные соединения. Они могут выдерживать механические нагрузки. Сварка устойчива к воздействию высоких температур.
Процедура характеризуется слиянием металла во время сварки. Это приводит к размягчению сплава. Это приводит к снижению его силы. Чтобы минимизировать этот недостаток, организовано естественное охлаждение шитья. Не используйте воду или механические взрывы на бронзовых элементах.
Сварка меди с применением сварочных сплавов используется для соединения труб диаметром 12-159 мм. Этот метод используется при прокладке трубопроводов природного газа. Этот метод позволяет подключать водопроводные трубы диаметром 28 мм и больше. Высокотемпературная сварка также используется в установках, где температура среды превышает 120°.
Высокотемпературная сварка используется при монтаже бронзовых газовых труб, водопроводов и систем отопления источник Peterburg.Santehnic-Doma.ru.
Технология пайки элементов из меди
Перед сваркой медных труб специалисты готовят специальные расходные материалы. Они включают поток, используемый для удаления оксидов из металла. После использования этого потока склеивание улучшает плавление и снижает поверхностное натяжение.
Качественная сварка выполняется только на профессиональном оборудовании. Профессионалы используют газовое пламя для своей работы. Сварка всегда должна быть мягкой. Используется для создания очень сфокусированного пламени.
Газовые горелки содержат баллон со смесью бутана и пропана. Это оборудование обычно позволяет производить до 400 швов. Существуют газовые горелки с баллонами, содержащими только один бутан.
Для высокотемпературной сварки специалисты используют смесь пропана и кислорода. Ацетилен также используется в сочетании с воздухом.
Специалисты также используют специальные электрические припои. Обеспечивает сварку при низких и высоких температурах. Расплавляет сварные швы медных труб.
NB! Электрический припой используется там, где не допускается применение открытого огня. Этот тип оборудования имеет съемные электроды и специальные щипцы для сжатия.

Отрезка труб
На первом этапе специалисты используют специальные труборезы, чтобы отметить и разрезать медные трубы. Они позволяют им резать ровно. Однако для этого прокатную медь всегда держат перпендикулярно режущему инструменту.
Конструкция труборезов включает острые лезвия и ролики. Трубка затягивается между этими элементами. Затем инструмент поворачивается. Мастер должен затягивать специальный винт на труборезе после каждого поворота. Благодаря использованию этого инструмента срезы получаются не только прямыми, но и зелеными на внешней поверхности трубы. Они присутствуют только в раневой меди.
Специалисты редко режут медные трубы, проглаживая их утюгом. Ведь после использования на конце прокатного изделия остается большое количество пастбищ. Этот инструмент не уменьшает пересечения труб, чего нельзя сказать о труборезах. Ограничения малозаметны и не снижают пропускную способность трубопровода.
После использования трубореза слегка измененный поперечный участок трубы восстанавливается с помощью газонокосилки, удаляющей небольшие пружины источник Primetools.co.uk.
Важно: Резка выполняется без сгибания трубы. Требуется овальное пересечение. В противном случае невозможно создать требуемый зазор в диапазоне 0,02-0,4 мм в соединении двух трубок. Если зазор мал, сварка не будет поступать в зазор. Если зазор больше стандартного значения, то капиллярное действие отсутствует.
Поперечное сечение медной трубы не должно изменяться после резки. При использовании труборезов на переднем крае образуются небольшие обрезки. Их всегда следует удалять, а внутреннюю часть трубки очищать от посторонних предметов и прочищать до конца. Проделайте то же самое со второй трубкой.
Предложение! После резки один конец трубы может быть удлинен и соединен с другой трубой. Для этого используется специальный инструмент — расширитель трубопровода. Следующий шаг — проверка соответствия двух частей трубки друг другу. Длина связки должна быть равна диаметру трубопровода.
Видео описание
В этом видео показана резка и удаление зелени с медной трубы с помощью трубореза и железной тачки.

Использование флюса
Чтобы понять, как сваривать медные трубы, необходимо полностью разобраться в технологии. Это подразумевает использование принудительного потока. Он наносится на внешнюю поверхность трубки вместе с кисточкой и вставляется в другую трубку.
Специалисты выполняют этот процесс очень тщательно. Расход наносится тонкими слоями и в минимальных количествах. Он равномерно распределяется по поверхности.
Соединение двух труб перед пайкой
После реализации потока обе трубы быстро интегрируются, так что на соединении не остается пыли. Во время этого процесса создается идеальный шов. Другими словами, одна трубка проталкивается в другую, пока не достигнет Можно использовать вспомогательный или основной шарнир.
Две трубки соединяются путем вращения одной с другой. Это движение облегчает процесс и обеспечивает равномерное распространение потока на поверхность. Они не должны быть исключены из совместной работы. В конце концов, это положительное вещество. Поэтому, если поток рассеивается в зазоре, он удаляется тканью.
Медные трубы соединяются перед сваркой или с помощью ротационного соединенияИсточник septik27.ru
Низкотемпературное соединение
Выбрав этот метод и решив, как сварить медные трубы вместе, специалист направляет пламя горелки на соединение. Газовое устройство постоянно перемещается вдоль шва для равномерного нагрева двух частей. Затем специалист берет клей с высокой температурой плавления и прикасается к зазору.
При контакте с горячей поверхностью расходный материал сразу же начинает плавиться. В этот момент горелка постоянно удаляется от соединения, позволяя припою стекать в зазор. Эта процедура повторяется до тех пор, пока область вокруг сустава не будет полностью заполнена.
Совет! Не подогревайте припой для рефлюкса. Он расплавится при контакте с нагретой поверхностью трубы.
Соединяемые детали не перемещаются во время сварки. Припой должен оставаться неподвижным, пока не остынет. Необходимо следить за тем, чтобы не перегреть металл. В противном случае поток будет разрушен. Поэтому оксиды не удаляются и не растворяются.